

Увеличиваем срок службы штангенциркуля
Чтобы рассматриваемый тип измерительного прибора служил долго и не ломался, необходимо обеспечить должный уход за ним со дня покупки. Изготавливаются приборы из нержавеющей стали или алюминия. Алюминиевые приборы стоят дешевле, и быстро изнашиваются. Если прибор низкого качества или хранится без соблюдения соответствующих рекомендаций, тогда можно обнаружить возникновение коррозионных образований в виде мелких коричневых пятен.
Увеличить срок службы штангенциркулей можно следующими способами:
- Правильность хранения в соответствующих условиях. Для этого прибор надо хранить в специальной упаковке, с соблюдением температуры не ниже +5 градусов, и низкой влажностью
- Не допускать хранения инструмента во влажных помещениях
- Периодически вносить смазку в виде машинного масла, что позволить исключить возникновение коррозии металла
- Не использовать прибор в качестве ударного инструмента. Малейшие механические воздействия снижают точность прибора, а также могут вовсе привести к полному выходу из строя измерителя

Научившись пользоваться прибором, остается последнее — это купить его, если он отсутствует в коллекции домашнего измерительного оборудования. О том, где можно купить хорошие штангели в Украине по ценам от производителя, разберемся подробно.
Почему возникают ошибки при измерениях
Ошибки чаще всего возникают из-за неровного положения измеряемой детали относительно губок прибора. Очень часто неопытные мастера пытаются проводить измерения внутреннего диаметра внешними губами и наоборот. Эти проблемы решаются просто – навыками и опытом работы.
 В механическом просто ослабьте винты и сведите прибор в исходное положение и снова закрепите
В механическом просто ослабьте винты и сведите прибор в исходное положение и снова закрепите
Некоторые ошибки могут возникнуть из-за физического износа прибора – искривления его рамки или потери винта. В этом случае произвести какие-либо точные измерения не представляется возможным.
Правила эксплуатации штангенциркуля
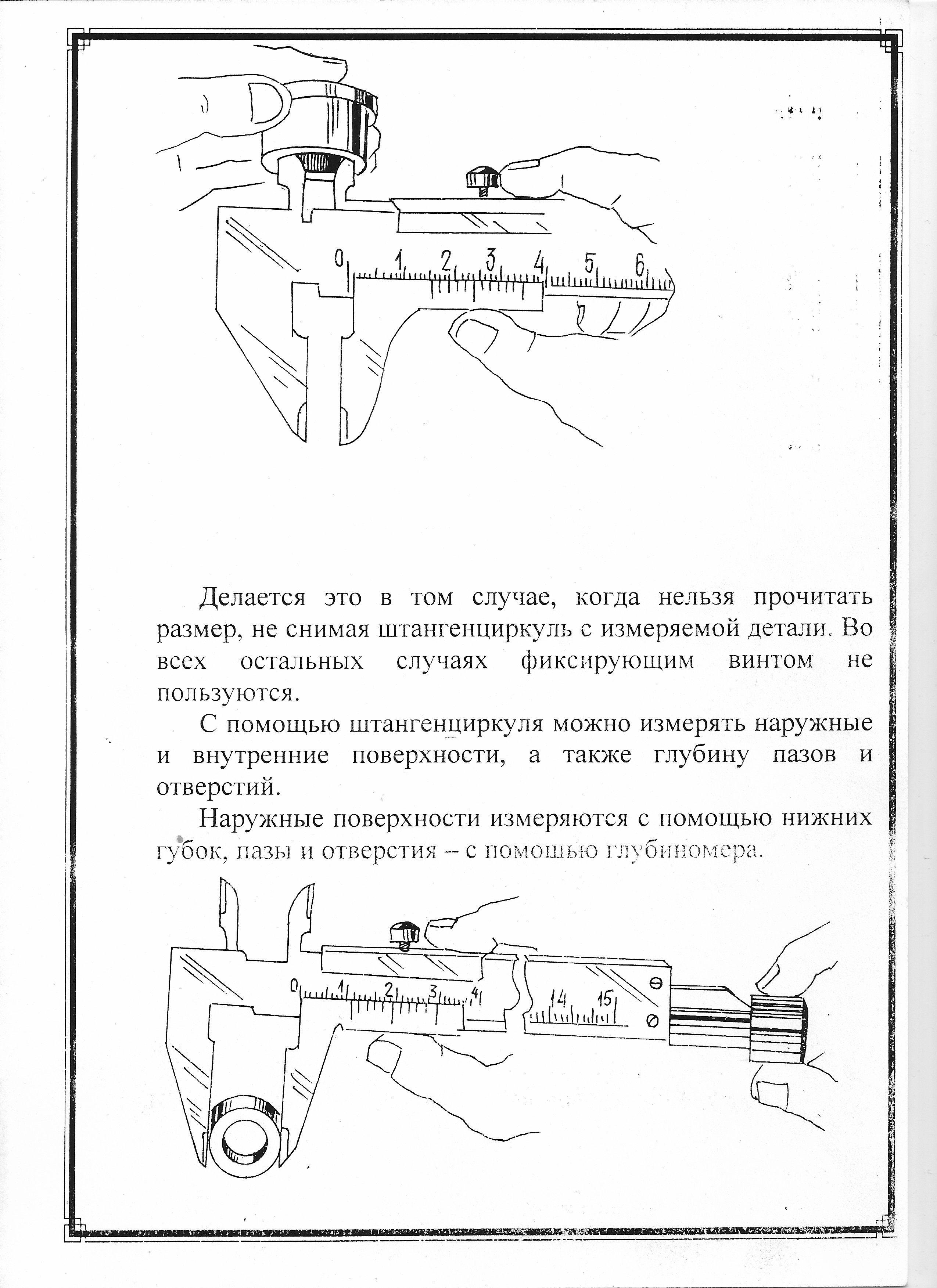
Прежде чем приступать к замерам, нужно проверить инструмент. Для этого губки ШЦ сводят вместе и смотрят на просвет, нет ли между ними зазора. Нужно проверить и совпадение шкал на нуле. Прибор должен быть чистым, особенно подвижные части. Результат замера будет более точным, т. к. ржавчина и грязь сильно увеличивают погрешность измерения.
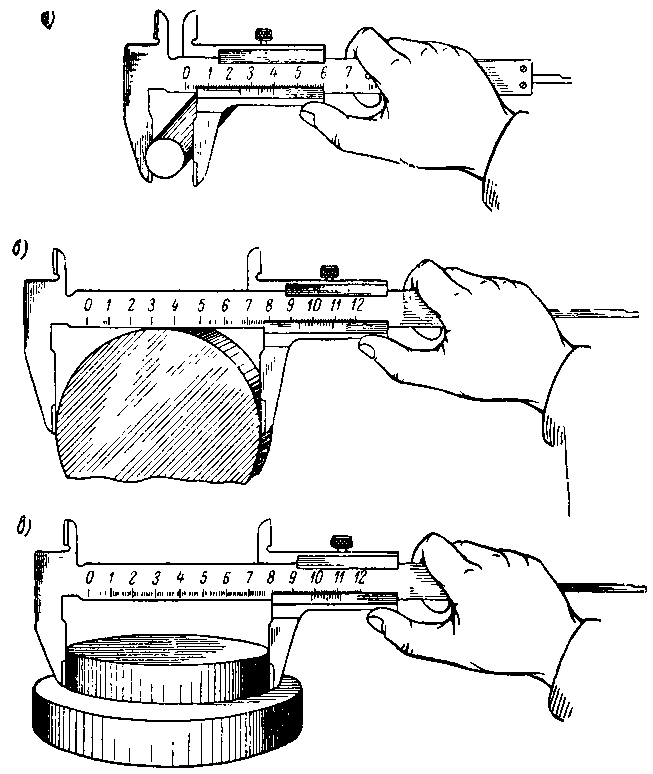
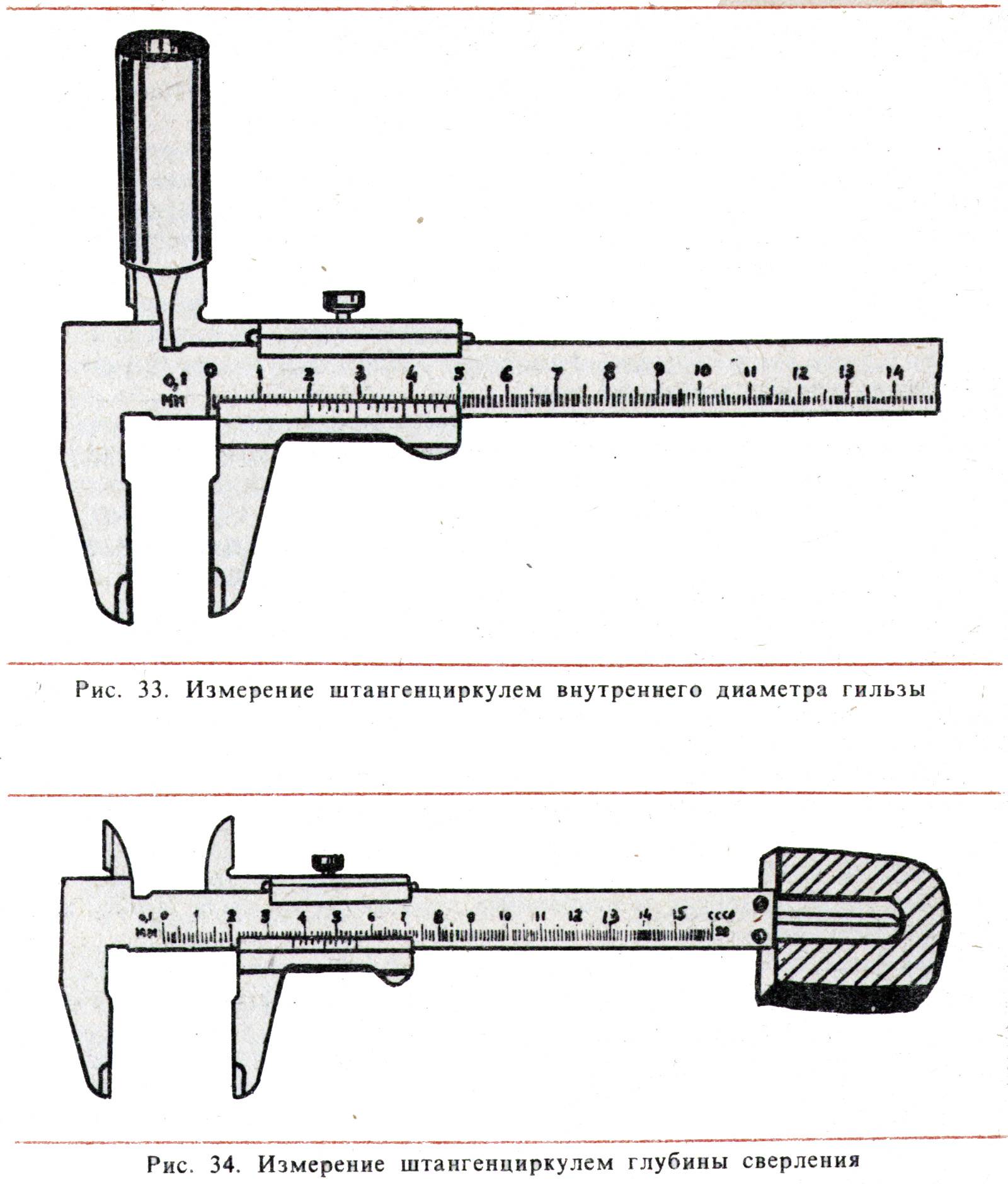
С помощью ШЦ можно определить размеры внешнего и внутреннего диаметра, толщину поверхности и глубину выемки или уступа. Во время проведения работ нужно знать, в каком положении должны находиться губки штангенциркуля при измерении и как правильно снять показания.
Как правильно измерять штангенциркулем наружные поверхности
Для снятия наружных размеров (толщины) нужно развести губки штангенциркуля, поместить между ними измеряемый предмет, затем сдвинуть губки и слегка сжать. Измерительные кромки должны располагаться параллельно поверхности заготовки. Деление на основной шкале штангенциркуля, совместившееся с нулевой риской дополнительной шкалы, будет обозначать целые миллиметры. Риска, которая на нониусе совпадет с риской на штанге, определяет десятые доли миллиметра.
Аналогичным образом измеряется внешний диаметр трубы, при этом губки должны касаться диаметрально противоположных точек на наружном диаметре изделия. Таким же образом измеряются и другие детали, имеющие круглое сечение: кабель, размер болта и пр.
Как измерить штангенциркулем внутренний диаметр детали
Для замера внутреннего диаметра требуется сдвинуть штанги губки в нулевое положение и ввести в отверстие параллельно измеряемой плоскости. Затем их нужно развести до упора, при этом стараясь добиться максимального значения показаний. Этим же способом штангенциркулем проверяют расстояние между параллельными плоскостями, только стараются получить минимальные показания шкалы. Диаметр отверстия от сверла небольшого диаметра замерить не удастся, все определяется толщиной губок.
Определение глубины
Воспользовавшись выдвижной линейкой глубиномера штангенциркуля можно замерить глубину отверстия или высоту уступа. Для этого выдвигают глубиномер и опускают его в отверстие до соприкосновения с дном. Он должен располагаться параллельно поверхностям объекта. Затем торец штанги прибора двигают обратно на измерительную планку до упора в верхний край измеряемой детали.
Замер резьбовых соединений
Штангенциркулем можно осуществлять замеры резьбовых соединений. Диаметры резьбы могут быть измерены по выступам. Болт зажимается между губок вертикально, затем снимаются показания.
Для того чтобы замерить штангелем шаг резьбы, нужно произвести замер внешнего диаметра и высоту стержня и подсчитать количество витков резьбы. Шаг резьбы получится в результате деления длины стержня на число витков. Используя функцию микроподачи (если она есть), можно замерить шаг измерительными губками штангенциркуля. Для этого они размещаются на одинаковых склонах.
Что следует знать, прежде чем приступить к использованию штангенциркуля?

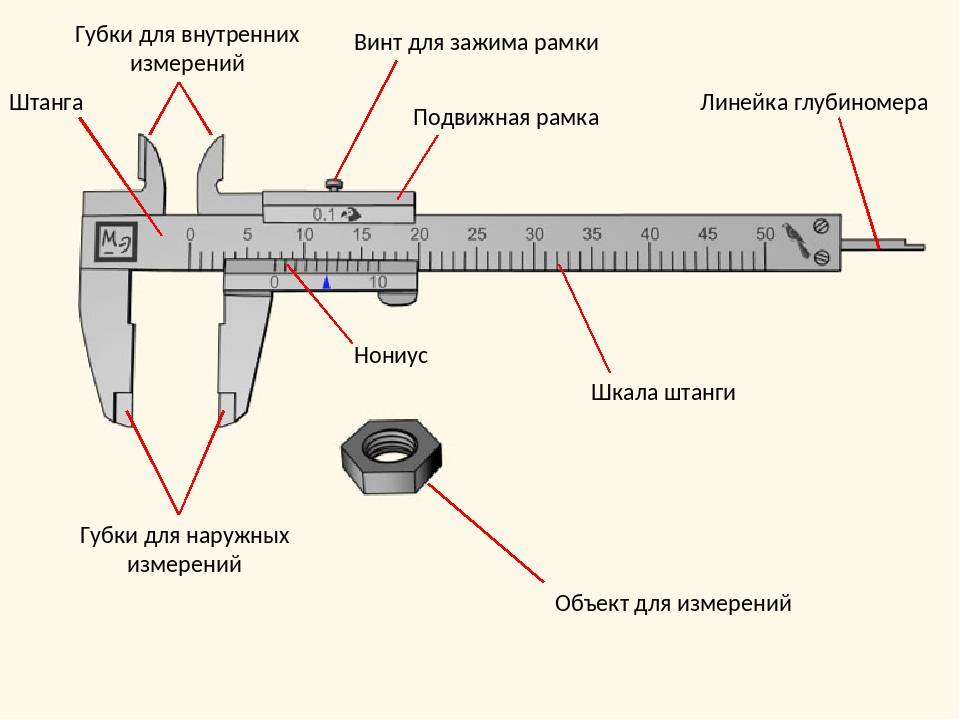
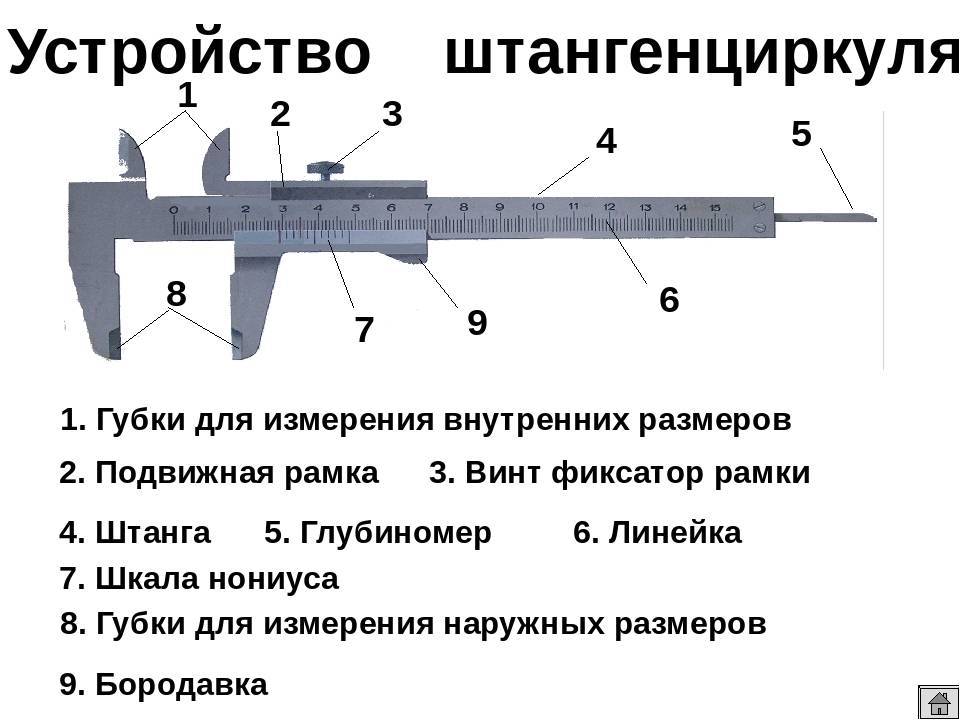
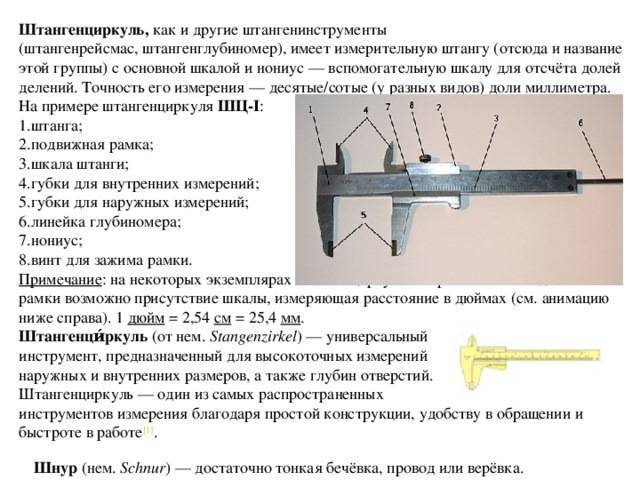
Перед тем как начать использовать штангенциркуль, необходимо тщательно изучить его строение. На нем можно различить следующие части:
- Штанга. Это та самая линейка, на которой располагаются деления размером в один миллиметр каждое. Стандартная шкала имеет длину в сто пятьдесят миллиметров или пятнадцать сантиметров. Именно такой размер максимальный может иметь измеряемая деталь. Существуют такие виды штангенциркулей, длина их штанги превышает эту отметку, и является больше пятнадцати сантиметров.
- Рамка подвижная штангенциркуля. При помощи этой рамки можно смело перемещать губки. Подвижная рамка дает возможность сузить или расширить губки данного инструмента до размера измеряемой детали. Благодаря винту специальному рамку подвижную можно закрепить в том месте и положении, которое точно соответствует размеру предмета, которого измеряют.
- Шкала с точными делениями. Благодаря этой шкале можно уточнить и выяснить размер детали, которую измеряют в виде целого и правильного числа.
- Губки внутренние для измерения. Благодаря этим губкам измеряют размер нужной детали внутри. Например, кружки. Губки разводят до стенки кружки, строго только внутри.
- Губки наружные для измерения. При помощи этих губок можно с легкостью измерить предмет снаружи. Их следует сомкнуть так, чтобы правая и левая губки очень плотно соприкасались со стенками предмета, которого следует замерить снаружи.
- Линейка для правильного измерения глубины – глубиномер. Данным приспособление вымеряют глубину отдельного определенного отверстия. Также глубиномер нужен для уточнений размеров разнообразных выступов, которые не получается измерить штангенциркулем.
- Нониус или вспомогательная шкала. Эта шкала располагается снизу относительно основной шкалы. Размер деления нониуса равняется с 1.9 миллиметров каждое. Сама шакала обладает десятью делениями. И поэтому соответственно длина всей вспомогательной шкалы равняется девятнадцати миллиметрам. Такие размеры актуальны только для штангенциркулей определенной серии. С помощью данной вспомогательной шкалы как нониус можно наиболее точно узнать размер того предмета которого измеряют с учетом до 10 части мл.
- Винт, он зажимает подвижную рамку инструмента. Эта часть штангенциркуля дает возможность зафиксировать подвижную рамку, для того чтобы после процесса измерения необходимой детали не потерять все имеющиеся значения.
Для того чтобы правильно измерить штангенциркулем необходимый предмет, его берут в левую руку, инструмент рекомендуется держать в правой руке. Затем внешние губки раздвигают до размера, который требует предмет, разводятся они с помощью нониуса. Так как данная вспомогательная линейка подвижна, она с легкостью может раздвинуть губки до ширины предмета, который необходимо измерить. Губки обязательно должны очень плотно соприкасаться с крайними точками измеряемой детали. После того как размер замерен, необходимо губки тщательно зафиксировать крепежным винтом. После того как это сделано, деталь можно отложить в сторону. Далее смотрят на шкалу с разметками. На ней можно увидеть точную длину самого предмета. На сколько делений (на какое именно число) в правую сторону сместится нониус или вспомогательная линейка, именно столько и будет десятых долей вмещать, размер предмета, которого замерили.
Как измерять трубу большого диаметра
Губки штангенциркуля с диапазоном измерений от 0 до 125 мм имеют длину 40 мм и поэтому позволяют измерять трубы с внешним диаметром до 80 мм. В случае необходимости измерять трубу большего диаметра или при отсутствии под рукой штангенциркуля можно воспользоваться народным способом. Обвить трубу по окружности одним витком не растягивающейся нитки или проволоки, измерять длину этого витка с помощью простой линейки, а затем разделить полученный результат на число Π=3,14.
| Онлайн калькулятор для расчета диаметра трубы по ее окружности |
| Суммарная длина намотки, мм: |
| Количество витков: |
Несмотря на простоту, такой способ измерения диаметра трубы позволяет обеспечить точность 0,5 мм, что для домашнего мастера вполне достаточно. Для более точного измерения нужно намотать больше витков.
Для чего нужна дополнительная рамка
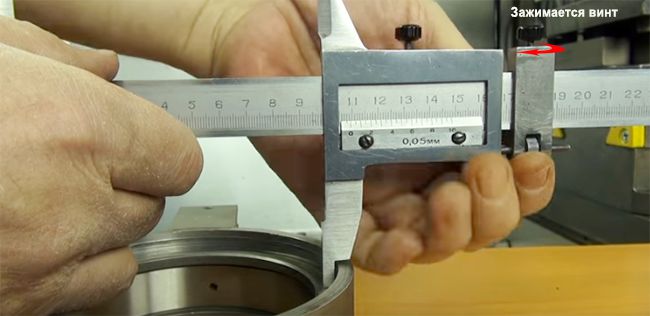
Этот приём доступен для штангенциркулей типов ШЦ-2 и ШЦ-3, у которых есть вспомогательные рамки. Винт на основной рамке поджимается настолько, чтобы ход прижимной пружины был выбран, но рамка была заблокирована не полностью, а передвигалась с затруднением.
Измерение с помощью вспомогательной рамки
Губки штангенциркуля устанавливаются в приближенные к размеру положение. Винт на вспомогательной рамке зажимается, и дальнейший подвод губок до уплотненного контакта с измеряемыми поверхностями делается за счёт механизма подачи на вспомогательной рамке.
Измерение штангенциркулем размеров с погрешностью до 5 микрон
Снятие размера можно считать совершенным при достижении легко уплотненного контакта измерительных поверхностей с контр-поверхностями.
Полученный уплотненный контакт проверяется подвижками губок относительно контр-поверхностей, а также входом и выходом из контакта.
Технология измерения размеров шпилек
Шпильки, как и другие метизы, отличаются наличием метрической резьбы, поэтому имеют соответствующую аббревиатуру MDxPxL. Расшифровка тоже не отличается от предыдущих крепежных элементов:
- M — буквой обозначается метрическая резьба метиза;
- D — применяется для указания диаметра;
- P — разновидность шага, показатель в миллиметрах;
- L — данные о длине рабочей части конструкции.
Вид измерения выбирается в соответствии с подходящим нормативом ГОСТ, а также типом шпильки. Всего существует 2 больших группы для определения принадлежности метиза:
- конструкции, которые используются для монтажа в гладкие отверстия;
- крепежные элементы с концом, который завинчивается в отверстие.
В первом случае рабочая часть представлена по всей длине метиза, во втором случае используется только хвостовик, при этом конец для закручивания не учитывается.
Шпильки, как и другие метизы, производят по стандартам:
- метизы с резьбой DIN 975;
- размерный вариант, соответствующий DIN 976-1;
- конструкции, предназначенные для установки в гладкие участки, регулируются ГОСТ 22042-76, 22043-76;
- метизы для создания фланцевого прочного соединения ГОСТ 9066-75.
Также есть другие варианты, которые отличаются закручиваемым концом и показателем длины. Для них применяются прочие нормативы ГОСТ.





Виды метрической резьбы
- Левая, правая.
- Однозаходная, двухзаходная, трехзаходная.
- Трапециодальная (классическая и упорная), прямоугольная, треугольная, круглая, цилиндрическая (трубная, коническая).
- Ленточная, модульная, питчевая и пр.
Левая и правая метрическая резьба
Виды метрической резьбы
Как правильно пользоваться штангенциркулем
Штангенциркуль – высокоточный инструмент, используемый для измерения наружных и внутренних линейных размеров, глубин отверстий и пазов, разметки. Свое название этот универсальный прибор получил от линейки-штанги, которая служит основой его конструкции.
Определение показаний по нониусу
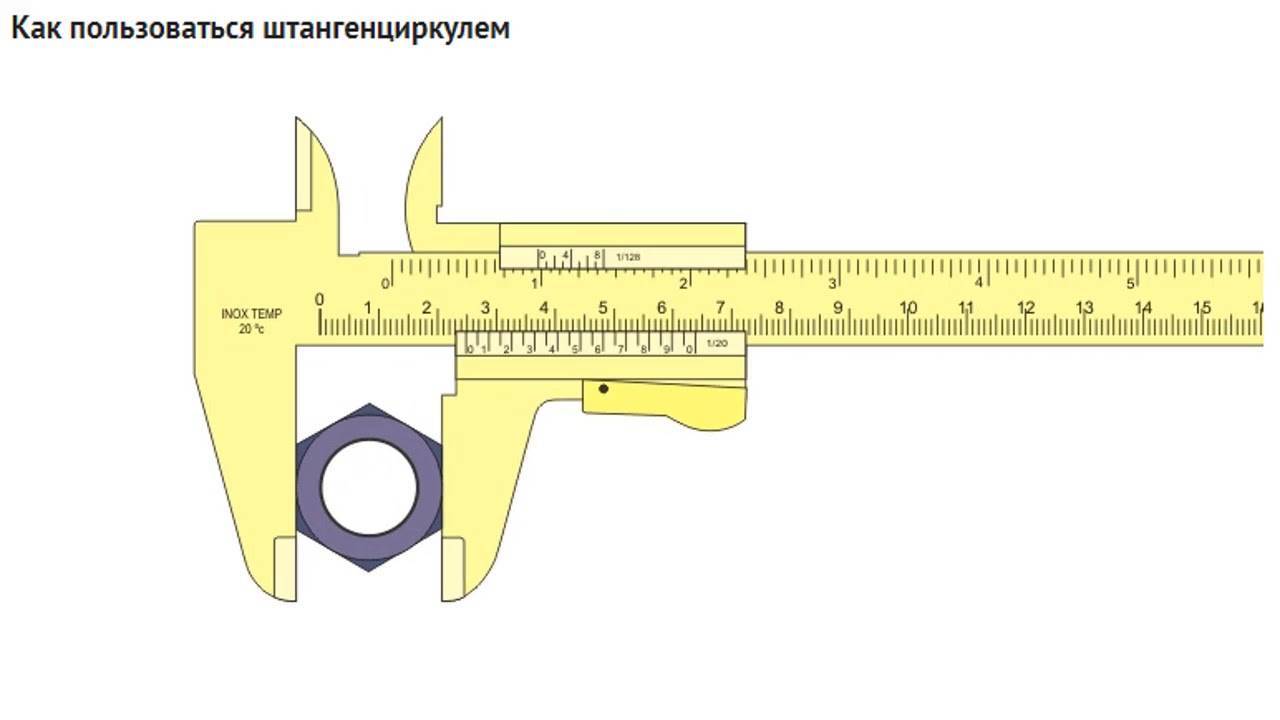
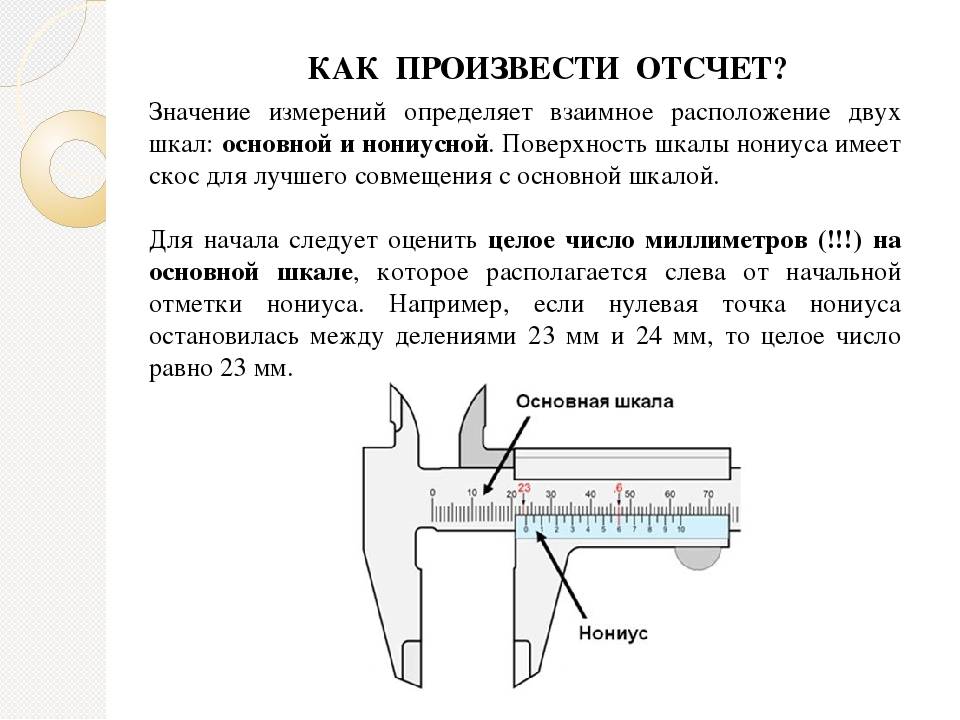
Для определения показаний штангенциркуля необходимо сложить значения его основной и вспомогательной шкалы.
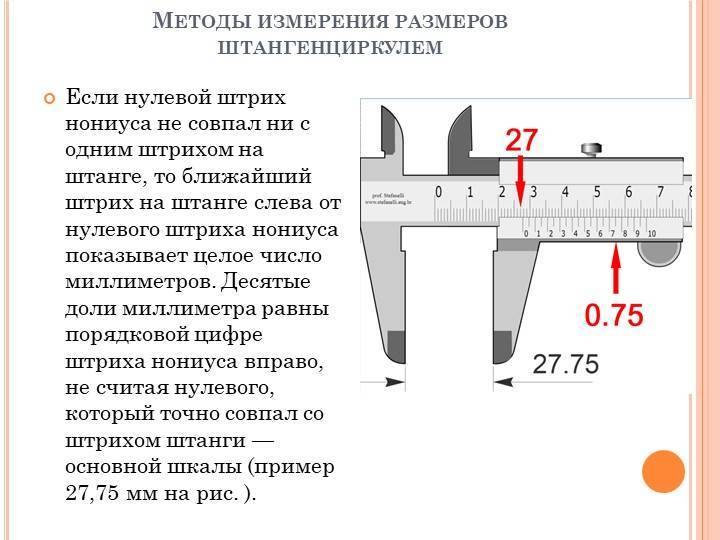
- Количество целых миллиметров отсчитывается по шкале штанги слева направо. Указателем служит нулевой штрих нониуса.
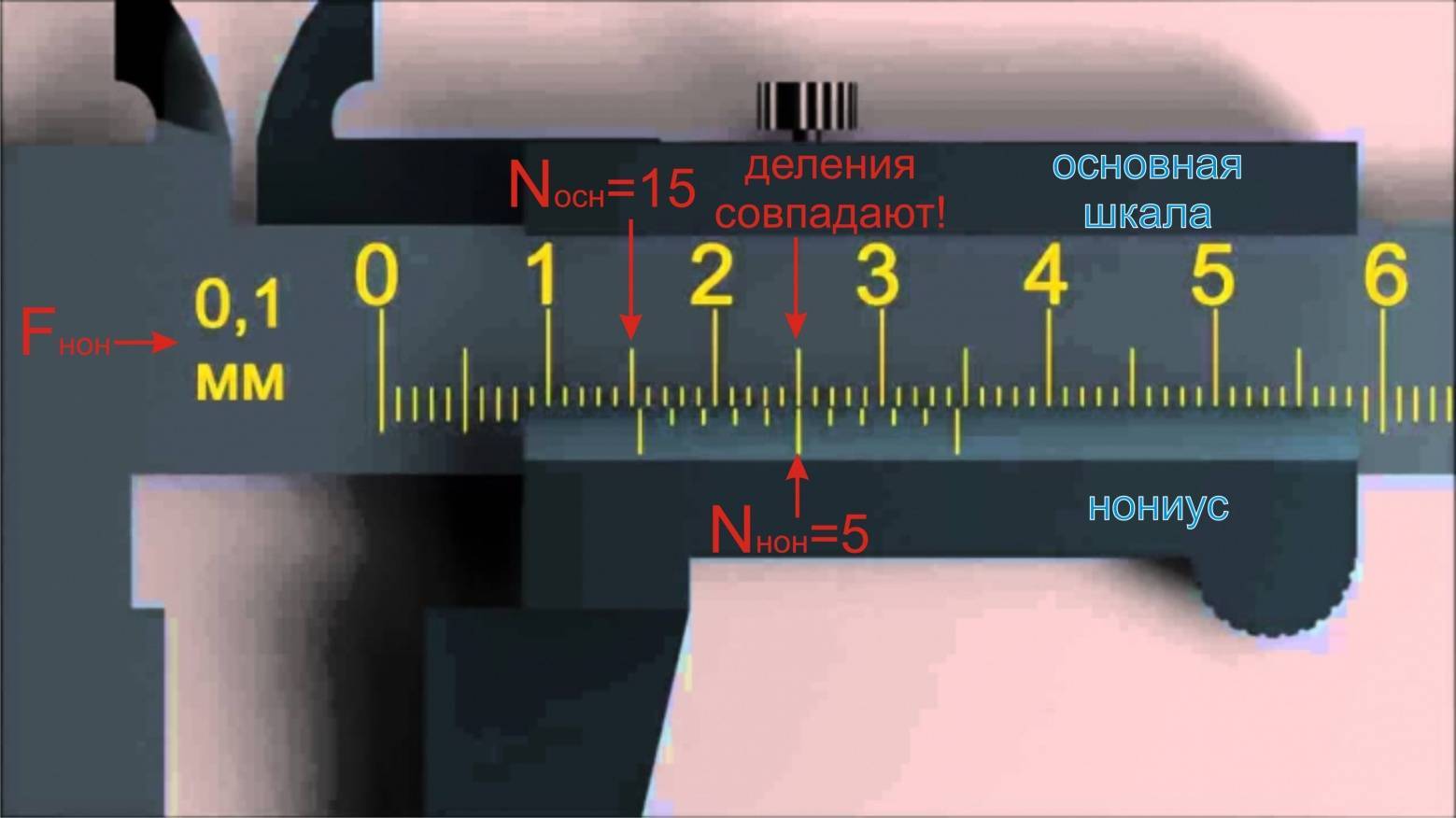
- Для отсчета долей миллиметра необходимо найти тот штрих нониуса, который наиболее точно совпадает с одним из штрихов основной шкалы. После этого нужно умножить порядковый номер найденного штриха нониуса (не считая нулевого) на цену деления его шкалы.
Результат измерения равен сумме двух величин: числа целых миллиметров и долей мм. Если нулевой штрих нониуса точно совпал с одним из штрихов основной шкалы, полученный размер выражается целым числом.
На рисунке выше представлены показания штангенциркуля ШЦ-1. В первом случае они составляют: 3 + 0,3 = 3,3 мм, а во втором — 36 + 0,8 = 36,8 мм.
Нониус с ценой деления 0,05 мм
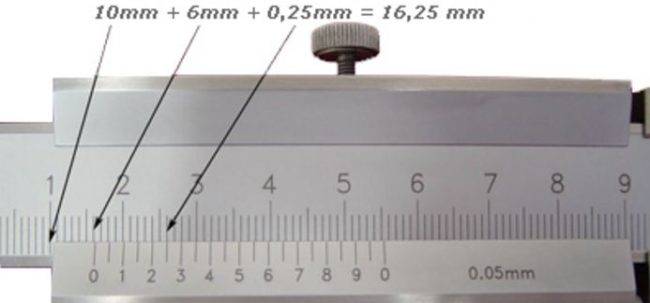
Шкала прибора с ценой деления 0,05 мм представлена ниже. Для примера приведены два различных показания. Первое составляет 6 мм + 0,45 мм = 6,45 мм, второе — 1 мм + 0,65 мм = 1,65 мм.
Аналогично первому примеру необходимо найти штрихи нониуса и штанги, которые точно совпадают друг с другом. На рисунке они выделены зеленым и черным цветом соответственно.
Устройство механического штангенциркуля
Устройство двустороннего штангенциркуля с глубиномером представлено на рисунке. Пределы измерений этого инструмента составляют 0—150 мм. С его помощью можно измерять как наружные, так и внутренние размеры, глубину отверстий с точностью до 0,05 мм.
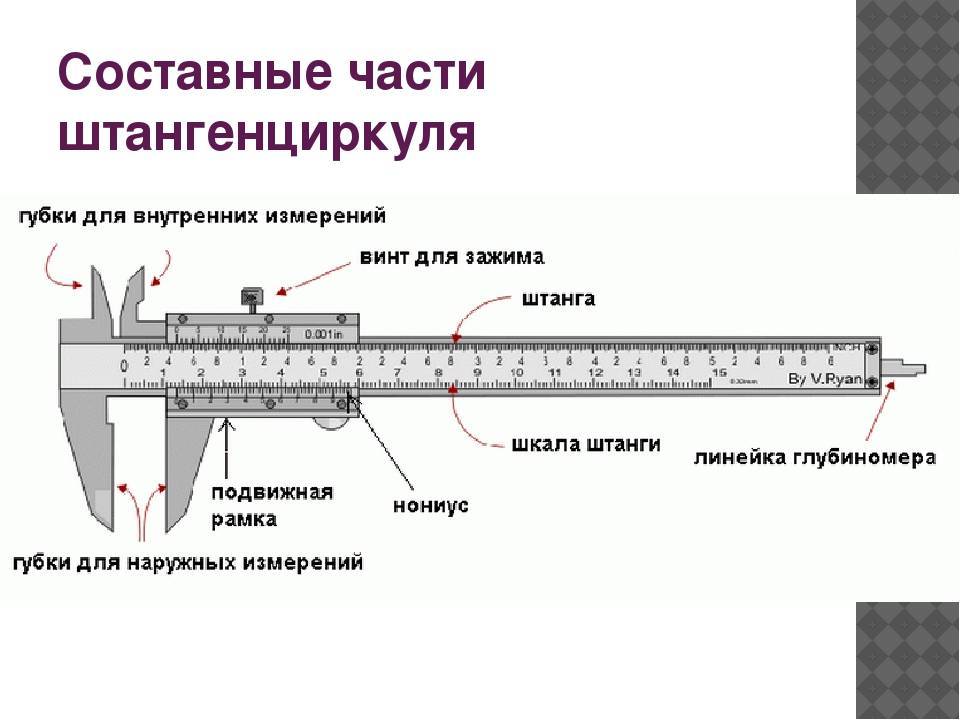
Основные элементы
- Штанга.
- Рамка.
- Губки для наружных измерений.
- Губки для внутренних измерений.
- Линейка глубиномера.
- Стопорный винт для фиксации рамки.
- Шкала нониуса. Служит для отсчета долей миллиметров.
- Шкала штанги.
Губки для внутренних измерений 4 имеют ножевидную форму. Благодаря этому размер отверстия определяется по шкале без дополнительных вычислений. Если губки штангенциркуля ступенчатые, как в устройстве ШЦ-2, то при измерении пазов и отверстий к полученным показаниям необходимо прибавлять их суммарную толщину.
Величина отсчета по нониусу у различных моделей инструмента может отличаться. Так, например, у ШЦ-1 она составляет 0,1 мм, у ШЦ-II 0,05 или 0,1 мм, а точность приборов с величиной отсчета по нониусу 0,02 мм приближается к точности микрометров.
Конструктивные отличия в устройстве штангенциркулей могут быть выражены в форме подвижной рамки, пределах измерений, например: 0–125 мм, 0–500 мм, 500–1600 мм, 800–2000 мм и т.д.
Точность измерений зависит от различных факторов: величины отсчета по нониусу, навыков работы, исправного состояния инструмента.
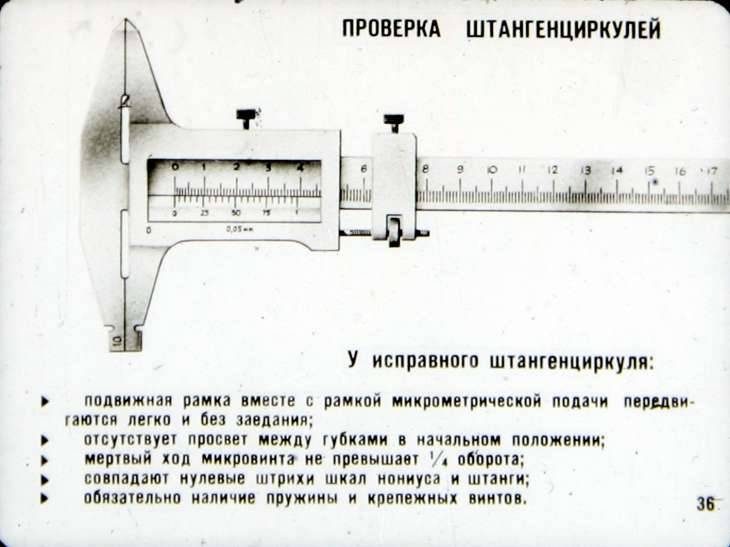
Порядок проведения измерений, проверка исправности
Перед работой проверяют техническое состояние штангенциркуля и при необходимости настраивают его. Если прибор имеет перекошенные губки, пользоваться им нельзя. Не допускаются также забоины, коррозия и царапины на рабочих поверхностях. Необходимо, чтобы торцы штанги и линейки-глубиномера при совмещенных губках совпадали. Шкала инструмента должна быть чистой, хорошо читаемой.
Измерение
- Губки штангенциркуля плотно с небольшим усилием, без зазоров и перекосов прижимают к детали.
- Определяя величину наружного диаметра цилиндра (вала, болта и т. д.), следят за тем, чтобы плоскость рамки была перпендикулярна его оси.
- При измерении цилиндрических отверстий губки штангенциркуля располагают в диаметрально противоположных точках, которые можно найти, ориентируясь по максимальным показаниям шкалы. При этом плоскость рамки должна проходить через ось отверстия, т.е. не допускается измерение по хорде или под углом к оси.
- Чтобы измерить глубину отверстия, штангу устанавливают у его края перпендикулярно поверхности детали. Линейку глубиномера выдвигают до упора в дно при помощи подвижной рамки.
- Полученный размер фиксируют стопорным винтом и определяют показания.
Работая со штангенциркулем, следят за плавностью хода рамки. Она должна плотно, без покачивания сидеть на штанге, при этом передвигаться без рывков умеренным усилием, которое регулируется стопорным винтом.
Необходимо, чтобы при совмещенных губках нулевой штрих нониуса совпадал с нулевым штрихом штанги.
В противном случае требуется переустановка нониуса, для чего ослабляют его винты крепления к рамке, совмещают штрихи и вновь закрепляют винты.
Как измерить радиус штангенциркулем
Измерение штангенциркулем
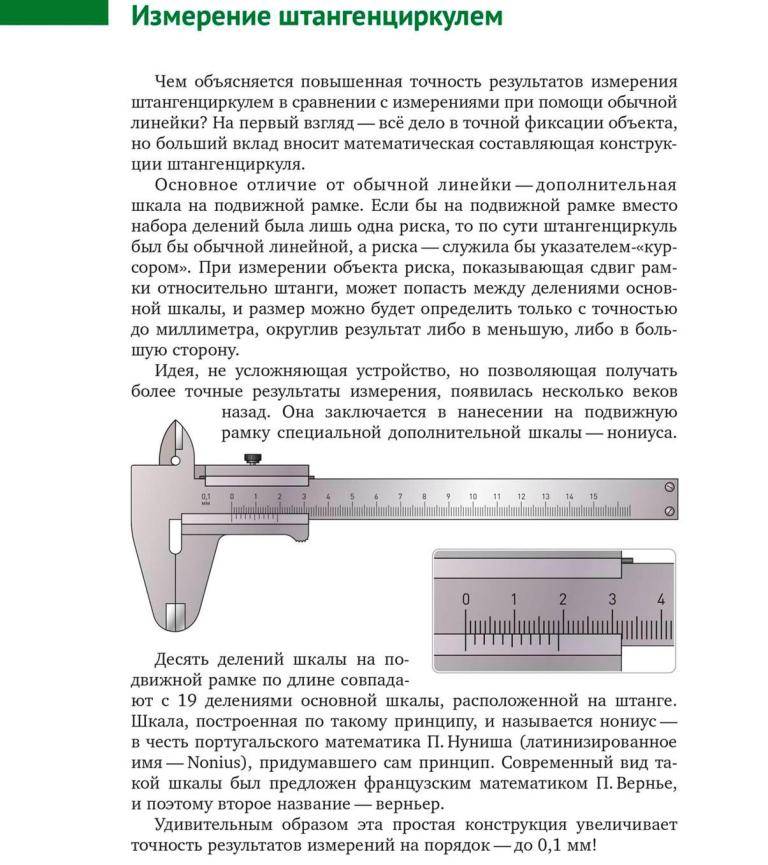
При разметке и обработке деталей широко используется контрольно-измерительный инструмент. С простейшим из них — измерительной линейкой вы уже знакомы. Она позволяет определить размеры деталей с точностью до 1 мм. Для измерения с большей точностью (до 0,1 мм) применяют штангенциркуль. Это универсальный измерительный инструмент. С его помощью можно измерять наружные и внутренние размеры деталей и глубину отверстия.
В немецком языке штангенциркулем (Stangenzirkel) называется циркуль для начертания окружностей и дуг больших радиусов. По-немецки штангенциркуль называется Messschieber или Schieblehre — соответственно, «раздвижной измеритель» или «раздвижная линейка». Разновидность штангенциркуля, оснащённая глубиномером на профессиональном сленге называется «Колумбус» или «Колумбик». Это название произошло от «Columbus» — производителя измерительного инструмента, такой штангенциркуль массово поставлялся в СССР под этой маркой. В авиационной промышленности такие штангенциркули назывались «Маузер», по причине того что штангенциркули повышенного качества поставлялись в СССР фирмой «Маузер»
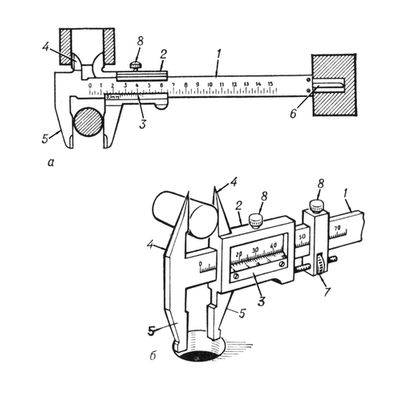
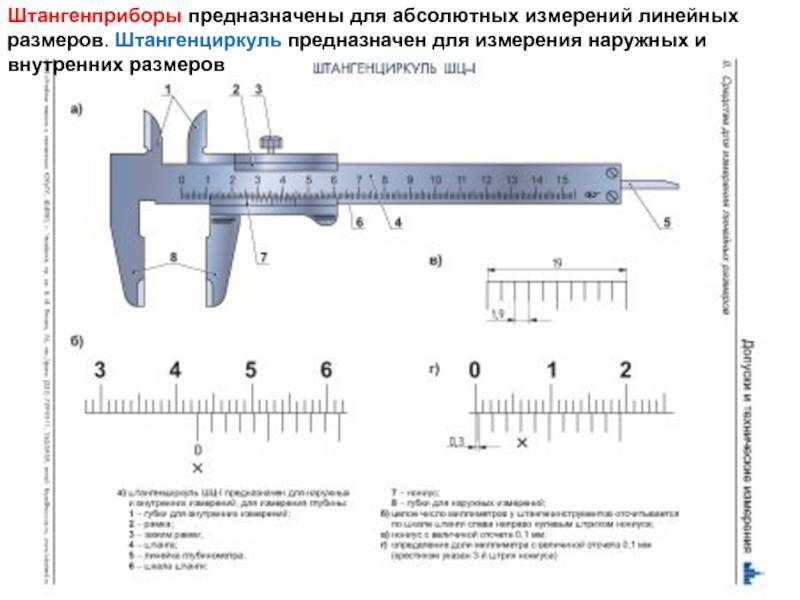
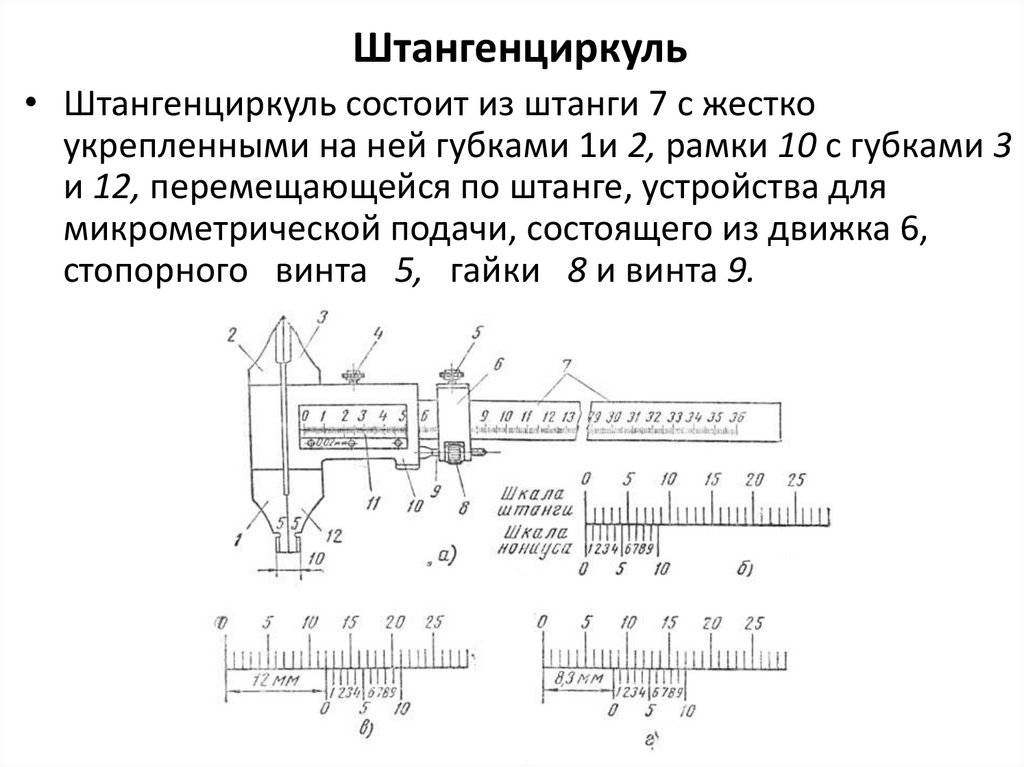
Штангенциркули бывают разных видов, они отличаются пределами и точностью измерения. На рисунке справа показан штангенциркуль ШЦ-1. Он состоит из штанги с неподвижными губками 1 и 2, по которой перемещается рамка 4 с подвижными губками 3 и 8. Рамку можно закреплять в нужном положении стопорным винтом. На штанге 5 нанесены деления, которые образуют миллиметровую шкалу. Цена ее деления—1 мм. Длина миллиметровой шкалы — 150 мм.
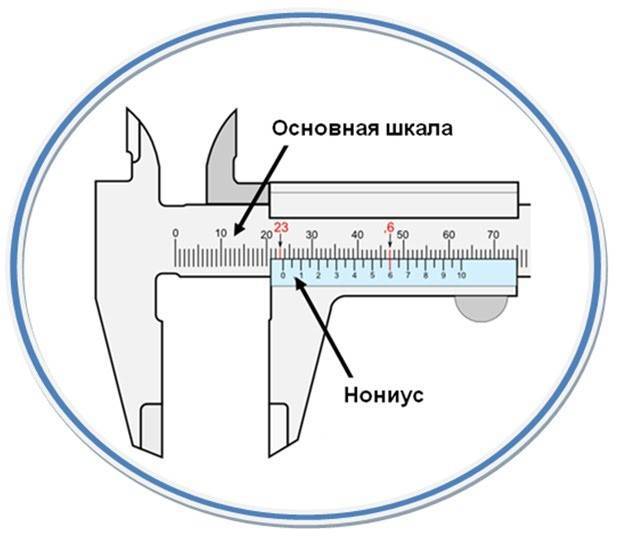
На подвижных губках нанесена вспомогательная шкала, называемая нониусом (рис. слева). Она разделена на 10 равных частей, а вся длина нониусной шкалы составляет 19 мм. Значит, длина каждой части равна 1,9 мм. Эта величина является ценой деления нониуса.
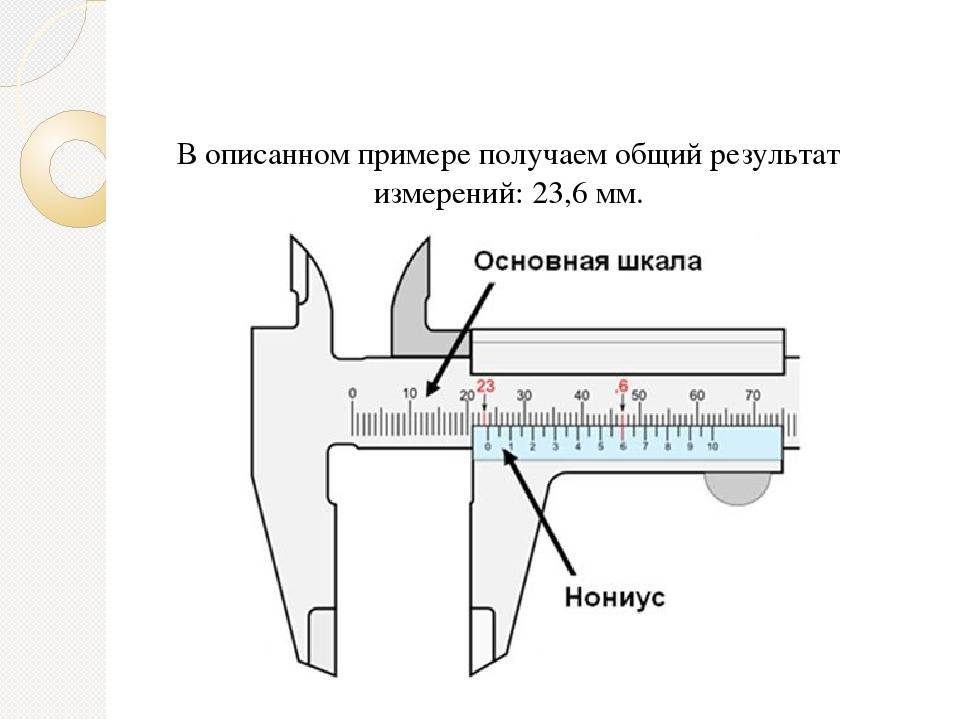
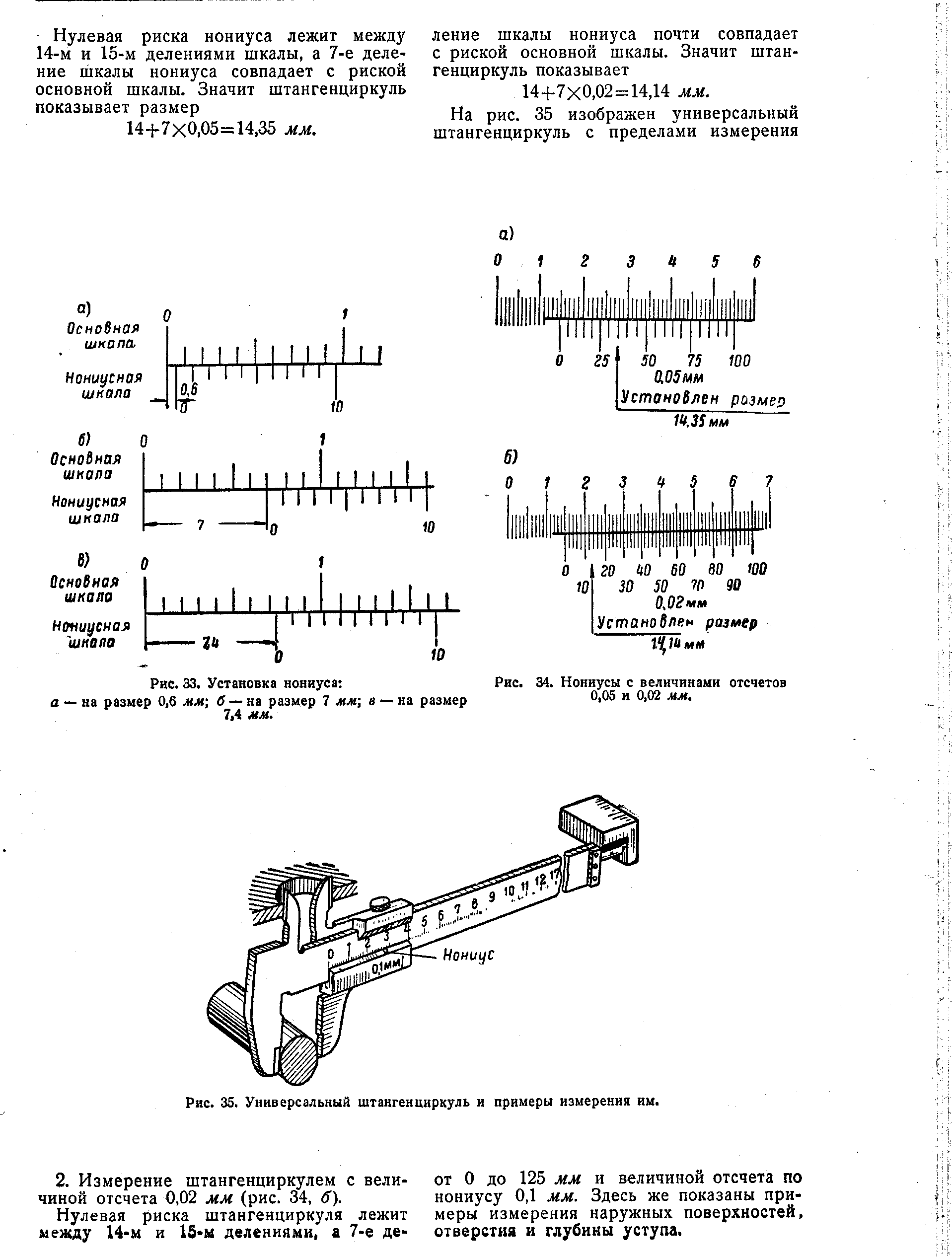
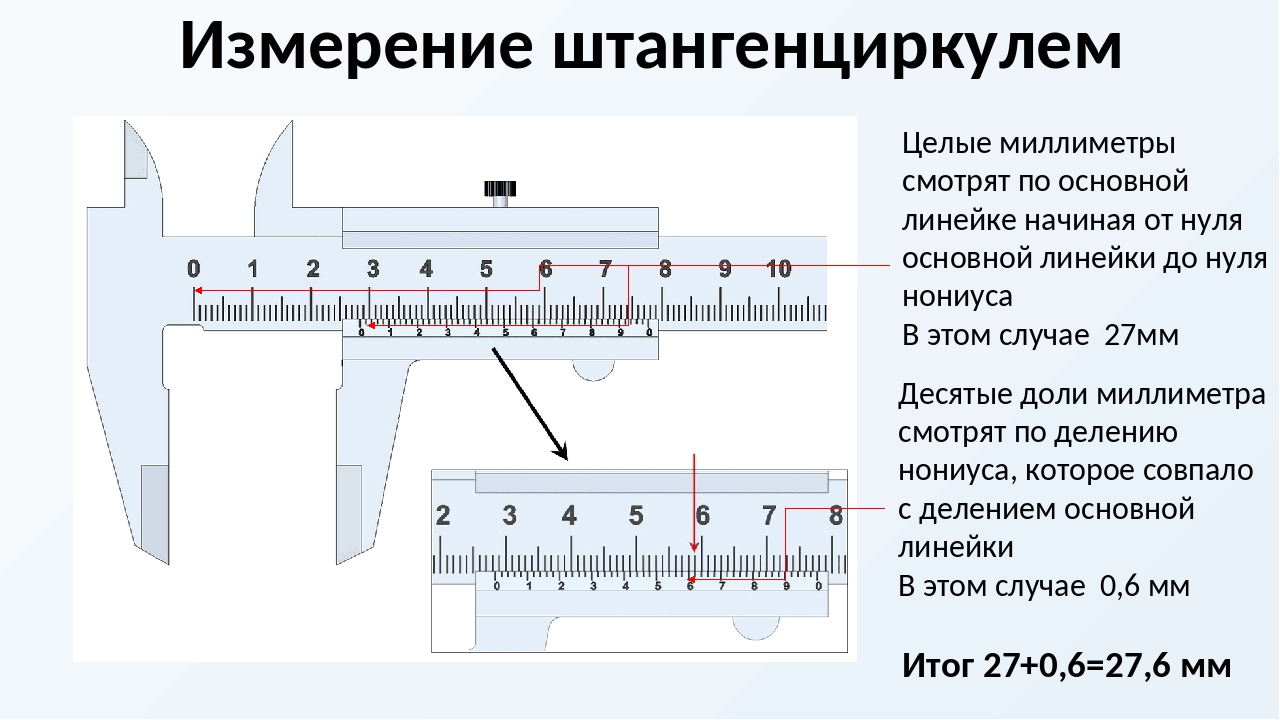
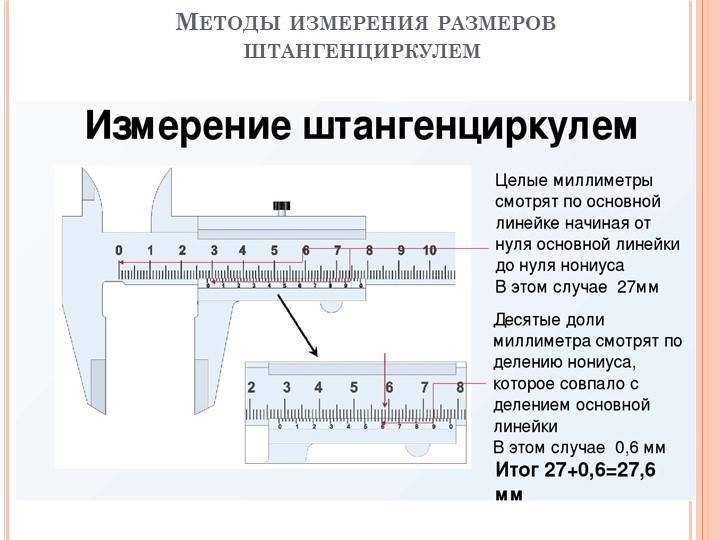
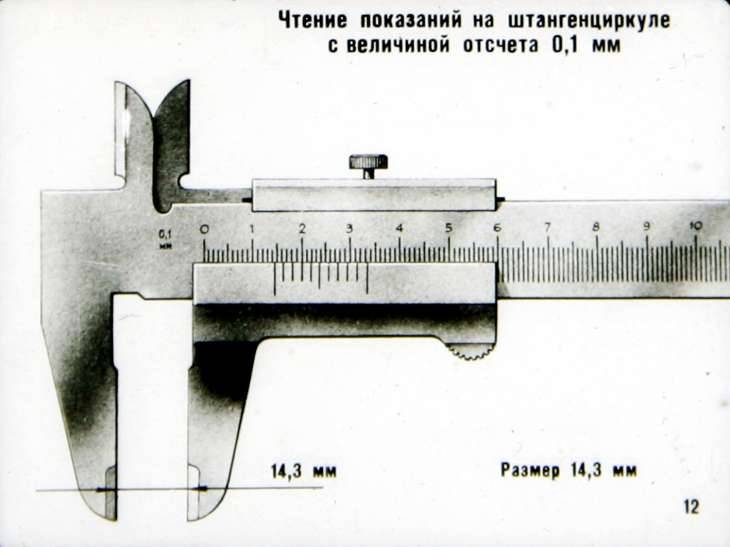
При измерении штангенциркулем целое число миллиметров отсчитывают по миллиметровой шкале до нулевого штриха нониуса, а десятые доли миллиметра — по шкале нониуса начиная от нулевой отметки до той риски, которая совпадает с какой-либо риской миллиметровой шкалы (рис. справа). На рисунке показаны положение шкал штангенциркуля при отсчёте размеров: а – 0,5 мм; б – 6,9 мм; в – 34,3 мм.
Перед началом измерений штангенциркулем надо осмотреть его и проверить на точность. Для этого надо совместить губки инструмента. При этом нулевые риски обеих шкал должны совпасть. Одновременно должен совместиться десятый штрих нониуса с девятнадцатым штрихом миллиметровой шкалы.
Штангенциркуль ШЦ-II (см. рис. слева) можно применять не только для измерения, но и для разметки. С его помощью наносят прямые риски от строго прямолинейных базовых кромок или поверхностей заготовок, делают засечки, проводят окружности.
Штангенциркуль является дорогостоящим и точным инструментом, поэтому бережное обращение с ним должно быть основным правилом работы. Перед началом работы штангенциркуль протирают чистой мягкой тканью, удалив смазку и пыль (особенно тщательно очищают измерительные поверхности). Нельзя очищать инструмент шлифовальной шкуркой или ножом. Измерять можно только чистые и сухие плоскости деталей, без задиров, заусенцев, стружки и царапин. Инструмент нельзя класть на нагревательные приборы и держать на солнце. Измерение следует выполнять чистыми и сухими руками.
Измеряя деталь, нельзя допускать перекоса губок штангенциркуля
Положение их обязательно фиксируется стопорным винтом.Читая показания штангенциркуля, надо держать его прямо перед глазами.Губки штангенциркуля имеют острые концы, поэтому при пользовании им соблюдайте осторожность.Штангенциркуль должен лежать на рабочем месте так, чтобы им было удобно пользоваться. На него не должны попадать стружки, опилки.После работы штангенциркуль надо протереть чистой ветошью. Ниже вы можете проверить свои умения пользования штангенциркулем
Ниже вы можете проверить свои умения пользования штангенциркулем.
1.Выбираете заготовку
2.Находите на шкалах штангенциркуля(справа) размер.

3.Вписываете в прямоугольник внизу полученное значение и получаете оценку вашего ответа
ШЦК — (штангенциркуль с круговой шкалой). В выемке штанги размещена рейка, с которой сцеплена шестерёнка головки, поэтому показания штангенциркуля, отвечающие положению губок, читают по шкале штанги и круговой шкале головки по положению стрелки. Это значительно проще, быстрее, чем чтение отсчёта по нониусу.
ШЦЦ — с цифровой индикацией (электронный) может измерять с точностью до сотых долей миллиметра.
Порядок проведения измерений, проверка исправности
Перед работой проверяют техническое состояние штангенциркуля и при необходимости настраивают его. Если прибор имеет перекошенные губки, пользоваться им нельзя. Не допускаются также забоины, коррозия и царапины на рабочих поверхностях. Необходимо, чтобы торцы штанги и линейки-глубиномера при совмещенных губках совпадали. Шкала инструмента должна быть чистой, хорошо читаемой.
Измерение
- Губки штангенциркуля плотно с небольшим усилием, без зазоров и перекосов прижимают к детали.
- Определяя величину наружного диаметра цилиндра (вала, болта и т. д.), следят за тем, чтобы плоскость рамки была перпендикулярна его оси.
- При измерении цилиндрических отверстий губки штангенциркуля располагают в диаметрально противоположных точках, которые можно найти, ориентируясь по максимальным показаниям шкалы. При этом плоскость рамки должна проходить через ось отверстия, т.е. не допускается измерение по хорде или под углом к оси.
- Чтобы измерить глубину отверстия, штангу устанавливают у его края перпендикулярно поверхности детали. Линейку глубиномера выдвигают до упора в дно при помощи подвижной рамки.
- Полученный размер фиксируют стопорным винтом и определяют показания.
Работая со штангенциркулем, следят за плавностью хода рамки. Она должна плотно, без покачивания сидеть на штанге, при этом передвигаться без рывков умеренным усилием, которое регулируется стопорным винтом. Необходимо, чтобы при совмещенных губках нулевой штрих нониуса совпадал с нулевым штрихом штанги. В противном случае требуется переустановка нониуса, для чего ослабляют его винты крепления к рамке, совмещают штрихи и вновь закрепляют винты.
Штангенциркуль – классификация и маркировка
Измерительный инструмент штангенциркуль может быть 3 видов и около 8 типоразмеров, во всяком случае, согласно отечественным нормативным документам
Причем важно, покупая любой точный инструмент, ориентироваться на стандарты, по которым его изготавливают и калибруют. На виды делят его в зависимости от индикатора измеряемого значения, с которого мы снимает искомые цифры. Это могут быть нониусные (ШЦ), циферблатные (ЩЦК) и цифровые (ШЦЦ) штангенциркули
Это могут быть нониусные (ШЦ), циферблатные (ЩЦК) и цифровые (ШЦЦ) штангенциркули
В первом случае нам придется самим пробежаться по обеим шкалам глазами, посчитать деления и сообщить результат. Во втором случае мы увидим цифры на механической шкале с подвижной стрелкой, а вот в третьем случае нам покажут готовый результат на дисплее
Это могут быть нониусные (ШЦ), циферблатные (ЩЦК) и цифровые (ШЦЦ) штангенциркули. В первом случае нам придется самим пробежаться по обеим шкалам глазами, посчитать деления и сообщить результат. Во втором случае мы увидим цифры на механической шкале с подвижной стрелкой, а вот в третьем случае нам покажут готовый результат на дисплее.
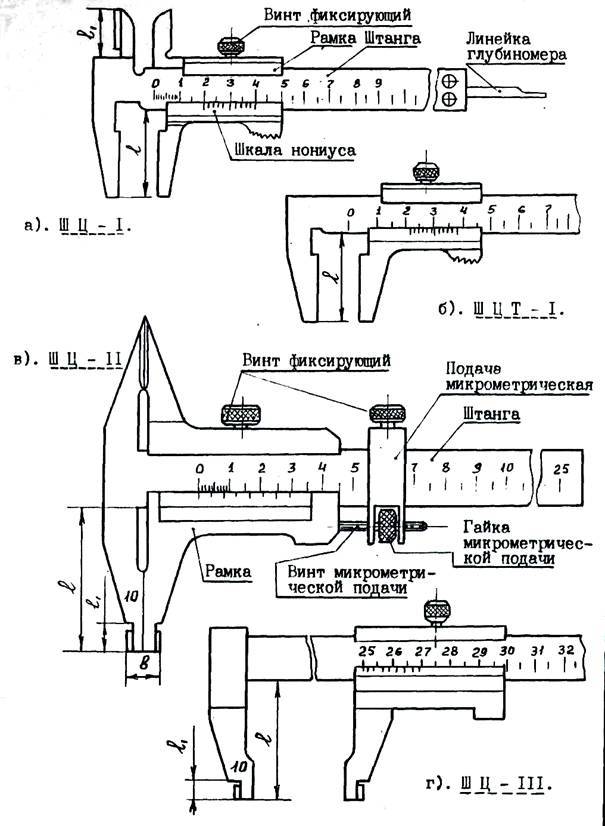
Внутри данных видов могут разделяться еще подвиды в зависимости от конструкции и длины основной линейки. Например, можно делить инструменты по виду материала, из которых они изготовлены. Примером инструмента из твердого сплава может служить ШЦТ-I. Есть различия в устройстве губок или дополнительных приспособлениях. Так, ШЦ-I и ШЦ-III отличаются расположением губок, в первом случае оно двустороннее, а во втором – одностороннее. А вот в ШЦ-II имеется рамка микрометрической подачи, которая сделает проще разметку, если вам нужно будет переносить свои замеры на другую плоскость. Различия по типоразмерам обсуждать долго не имеет смысла, стоит лишь сказать, что чем больше линейка, тем больше погрешность полученных значений.
Фото штангенциркуля ШЦ-2, antok.by
Фото штангенциркуля, antok.by
Фото цифрового штангенциркуля, tehnoalat.rs
Фото циферблатного штангенциркуля, tehnoalat.rs
Фото цифрового композитного штангенциркуля, tehnoalat.rs
Устройство штангенциркуля
Инструмент, согласно ГОСТ 166-89, изготавливается из нержавеющей либо углеродистой стали, покрытой хромированным составом. Состоит из:
- жесткой металлической линейки, именуемой штангой (откуда и название инструмента – штангенциркуль);
- измерительных выступов – губок;
- вспомогательной рамки с нониусной шкалой, называемой по-другому верньером, которая позволяет производить замеры с точностью до десятых и сотых долей миллиметра, в зависимости от типа инструмента;
- подвижной линейки глубиномера, жестко соединенной с губками.
Шкала штангенциркуля «нониус» может иметь различную длину и количество делений. 10 делений на шкале нониуса дают возможность измерять с точностью до 0,1 мм, 20 делений дают точность измерений до 0,05 мм:
Губки могут быть верхними и нижними. На поверхности нижних – указывается минимальный размер замеряемых деталей. Концы нижних губок выполнены в виде прямоугольников. Верхние – заостренные и скошенные по вертикали, что позволяет производить ими разметку на любых материалах и деталях, без использования других разметочных приспособлений (т. е. прямо губками можно прочертить линию точно по размерам за счет острых концов).
При помощи верхних губок проводится измерение внутренних размеров отверстий, диаметров труб, пазов, различных выемок. Для измерения наружных параметров используются нижние губки. Для измерения длины глубоких отверстий используется линейка глубиномера, которая выдвигается из основной штанги:
Чтобы зафиксировать на линейке подвижную рамку с нониусной шкалой существует особый крепежный винт. Некоторые модели штангенциркуля оснащаются шкалой круглой формы и подвижной рамкой, шкала которой рассчитана на проведение измерений в дюймах. При этом шкала нониуса подобного прибора позволяет производить измерения с точностью до 0,128 дюйма.
Разметочный штангенциркуль – как правильно выбрать и особенности применения
Давайте рассмотрим данный инструмент немного детальнее. Разметочные штангенциркули являются более функциональным инструментом. Ведь их можно применять не только для замеров, но и с целью нанесения точной разметки. Также следует особо подчеркнуть, что такие инструменты являются очень точными. Допустимый разброс погрешности у них составляет от 0,02 до 0,1 миллиметра, в зависимости от типа прибора. Понятно, что наиболее точными являются электронные. Однако и механические штангенциркули тоже позволяют делать разметку с высокой точностью.
При этом обязательно нужно понимать, что на точности прибора могут негативно сказаться сразу несколько факторов – износ губок, отсутствие параллельности между ними, повреждения рабочих поверхностей. Поэтому работать с таким инструментом нужно достаточно деликатно, не прилагая чрезмерных усилий, разметочные штангенциркули с твердосплавными губками могут хорошо противостоять механическим нагрузкам. Однако злоупотреблять здесь все-таки не стоит.
Также следует отметить, что разные виды этого инструмента имеют отдельную маркировку. Например, ШЦ-I – это стандартный разметочный штангенциркуль. Здесь губки расположены только с одной стороны. ШЦ-II – боле функциональный тип. У такого инструмента губки есть уже с двух сторон. Обозначение ШЦК обозначает наличие круговой шкалы. С ее помощью гораздо легче считывать результат замера. ШЦЦ – так обозначаются электронные устройства. Это самый простой в работе тип штангенциркуля. Ведь здесь все цифры сразу же выводятся на дисплей. Ну а обозначение ШЦТ означает, что рабочая часть инструмента изготовлена из твердого сплава. Соответственно, их можно подвергать повышенной, по сравнению с обычными, нагрузке.
С маркировкой мы разобрались. Теперь давайте поговорим о том, какие параметры следует учитывать, покупая такой инструмент. Здесь многое зависит от того, в каких целях планируется использовать разметочный штангенциркуль. То есть при выборе обязательно нужно исходить из особенностей будущей работы. Впрочем, здесь вполне можно выделить и ряд общих моментов. Первый и, пожалуй, самый главный фактор – это точность. Ведь без этого нанести корректную разметку просто невозможно. Поэтому сразу же рекомендуется определиться с допустимой погрешностью.
Если нужны очень точные измерения и это приоритет при нанесении разметки, лучше купить электронное устройство. Да, оно самое дорогое. Зато такой штангенциркуль позволяет наносить разметку с точностью до сотой доли миллиметра. В ином случае лучше взять нониусный или циферблатный инструмент. Это, кстати, относится и к ситуациям, когда штангенциркуль планируется задействовать не очень часто. В таком случае просто не имеет смысла покупать очень дорогой инструмент. Для разовой работы, требующей нанесения высокоточной разметки, можно одолжить электронный штангенциркуль у кого-то из знакомых или взять напрокат – сейчас с этим нет никаких проблем.
Еще один важный параметр, на который стоит определять внимание при покупке, – это длина инструмента. Здесь также в первую очередь нужно исходить из специфики будущей работы. Для домашних нужд будет вполне достаточно и самого компактного – 125-миллиметрового инструмента
Если же разметочный штангенциркуль нужен, например, для строительства (такое применение этого инструмента тоже возможно), то здесь уже придется покупать более внушительное в плане габаритов устройство. Сегодня в продаже есть штангенциркули, длина которых достигает 5 метров. С другой стороны, данный инструмент зачастую можно заменить каким-то другим, ведь работать с таким большим штангенциркулем не очень удобно


Для домашних нужд будет вполне достаточно и самого компактного – 125-миллиметрового инструмента. Если же разметочный штангенциркуль нужен, например, для строительства (такое применение этого инструмента тоже возможно), то здесь уже придется покупать более внушительное в плане габаритов устройство. Сегодня в продаже есть штангенциркули, длина которых достигает 5 метров. С другой стороны, данный инструмент зачастую можно заменить каким-то другим, ведь работать с таким большим штангенциркулем не очень удобно.
Как видим, основных факторов, требующих наиболее пристального внимания при покупке, здесь не так уж и много. Поэтому ошибиться здесь довольно сложно. В любом случае вы приобретете полезный инструмент, которому можно найти применение в домашнем хозяйстве. Ну а профессионалы сами прекрасно понимают, что именно им нужно. Соответственно, им такого рода советы просто не нужны.
Как измерить внутренний диаметр штангенциркулем с циферблатом
Принцип измерения внутреннего диаметра заготовок, например гайки, шайбы, кольца и прочих подобных деталей, заключается в том, что используются другие губки на инструменте, которые расположены в верхней части. При их разведении упоры располагаются не внутри, как при измерении внешних размеров, а снаружи. Принцип измерения следующий:
- В одну руку нужно взять деталь, а во вторую штангенциркуль
- Поместить губки внутри отверстия измеряемой детали. Причем делать это необходимо так, чтобы они расположились в центре заготовки
- Развести их до упора к стенкам заготовки, и зафиксировать результат при помощи стопорного винта
- Далее производятся исчисления. Для нониусного устройства принцип выявления показаний аналогичен, как при измерениях толщины детали. Если используется стрелочный (циферблатный) штангенциркуль, тогда показания определяются следующим способом: целое значение выявляется по основной шкале, как и в случае с нониусным прибором, а десятые и даже сотые доли миллиметров показывает стрелка на циферблате. Здесь ничего подсчитывать не нужно, а получение не только десятых, но и сотых долей мм, делает инструмент более точным
Если размер отверстия маленький, и губки не удается поместить в нем, тогда необходимо использовать линейку или же маленький штангенциркуль.





