

Как подобрать
Вопрос подбора актуален для малоопытных пользователей. Профессионалы знают о гарнитуре практически все и умеют выбирать то, что им нужно. По этой причине, наши советы будут ориентированы именно на любителей, а не на профи. Итак, приступим.
Для того чтобы правильно выбрать нужно:
- Знать характеристики бензопилы, а именно шаг и длину шины. Опираться на название и модель бензопилы при выборе не стоит, т.к. на одну бензопилу могут устанавливаться шины различной длины и ширины посадочного звена.
- Заранее определиться с объемом и видом работ, для которых планируется её использовать. Если пилить поперек, то выбираем чизельные, вдоль – чипперные.
Важно! Затачивать под продольный рез (10 0 ) придется самостоятельно или в сервисном центре. Гарнитура, заточенная для продольного реза, в продаже встречается редко
Читать также: Пистолет для склеивания линолеума горячим способом
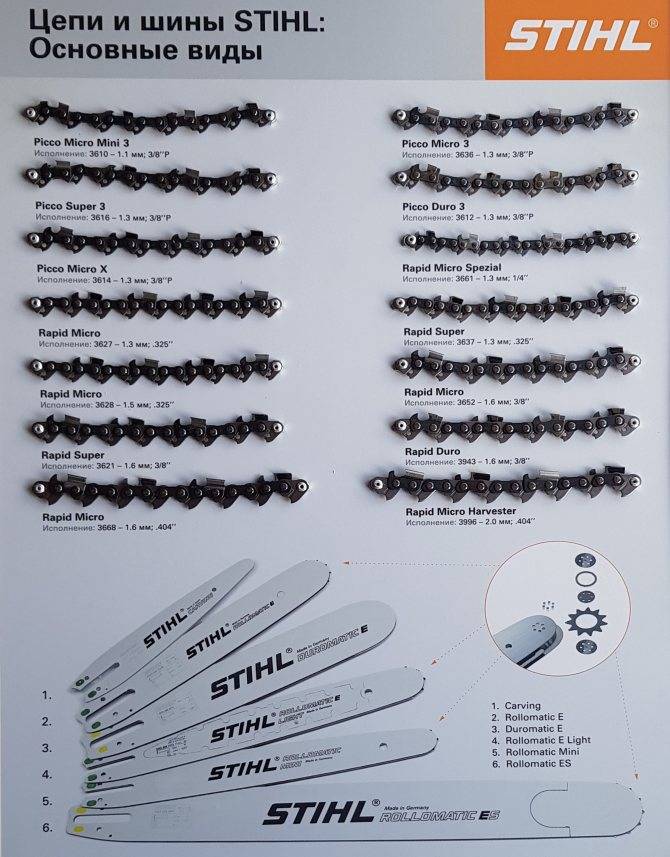
Отдельно нужно упомянуть о выборе гарнитуры Штиль. Если вы планируете купить цепь этого производителя (они на сегодняшний день считаются самыми качественными), то для выбора лучше воспользоваться специальной формой поиска, которую можно найти на сайте компании.
Введя в форму поиска данные бензопилы, программа автоматически выберет и предложит вам подходящие варианты. Сервис удобный, но имеет один большой минус, подбор ведется только по моделям бензопил Штиль. Для того чтобы подобрать цепь для пил других брендов, придется вооружиться каталогом.
Как проявляется необходимость заточки цепи
Если рабочие зубцы потеряли остроту либо неравномерно износились по высоте — работа такой бензопилой из удовольствия превращается в мучение.
Характерными признаками необходимости заточки цепи являются:
- снижение производительности;
- возрастание шума и вибрации при распиле;
- частые обратные толчки при заведении пилы в существующий пропил;
- образование мелкой по сравнению с обычной стружки;
- запах тлеющего дерева.
При проявлении этих признаков следует остановить работу и наточить цепь. Это можно сделать двумя методами.
Ручной способ заточки не требует полного снятия цепи с шины- достаточно ее ослабить. На затачиваемое звено устанавливают специальную оправку, задающую углы заточки рабочих поверхностей зубцов. С помощью круглого и плоского напильника, движущегося по направляющим, проводят заточку зубца. Далее оправку ослабляют и переставляют на следующее звено, повторяя операцию.
Точность заточки таким способом сильно зависит от квалификации и накопленного опыта работника. Преимущество его состоит в невысокой стоимости заточного комплекта и возможности правки зубьев прямо на рабочем месте.
Второй способ требует наличия дорогого оборудования, сравнимого по стоимости с самой бензопилой. Такой станок окупится, если требуется затачивать большое количество цепей каждый день. Несомненными достоинствами способа служат
- высокая производительность механизированных или автоматизированных установок;
- стабильность углов заточки от звена к звену;
- возможность установить высоту заточки по наиболее сточенному зубу.
Последняя возможность позволяет автоматически выравнивать высоту зубцов. Это существенно повышает срок службы цепи, поскольку нагрузка равномерно распределяется между всеми звеньями.
Еще один способ, позволяющий сэкономить и время, и средства- отдать цепь на заточку в сервисный центр. Он удобен, если есть запасная цепь.
Основные параметры цепей
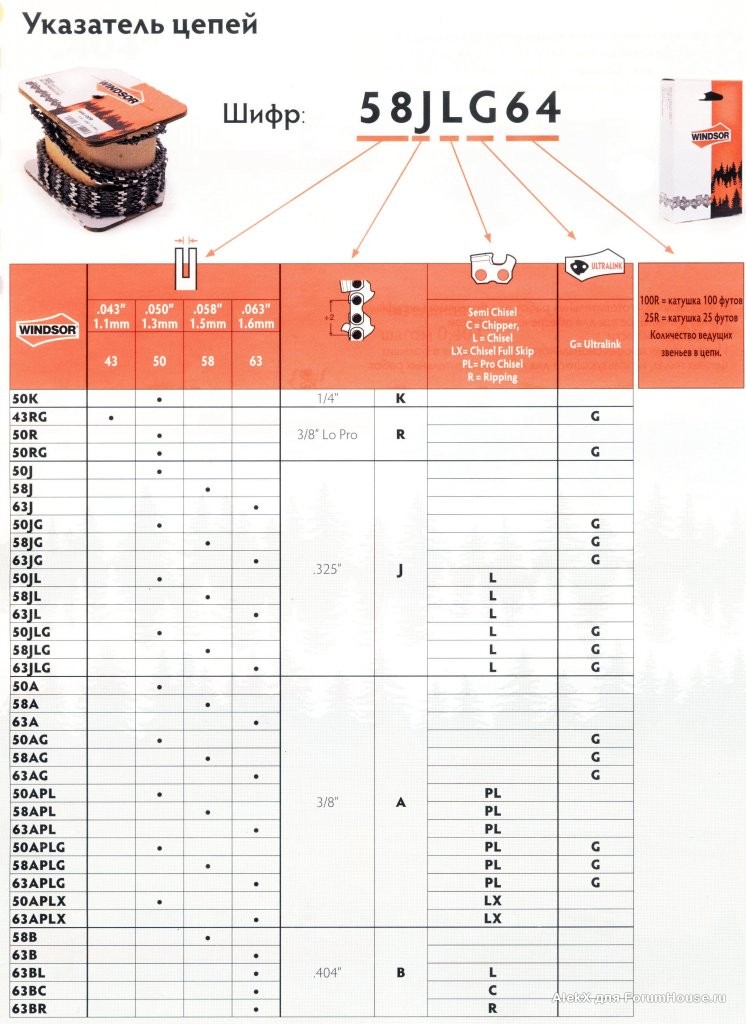
Нанесение маркировка цепи предполагает наличие следующих параметров:
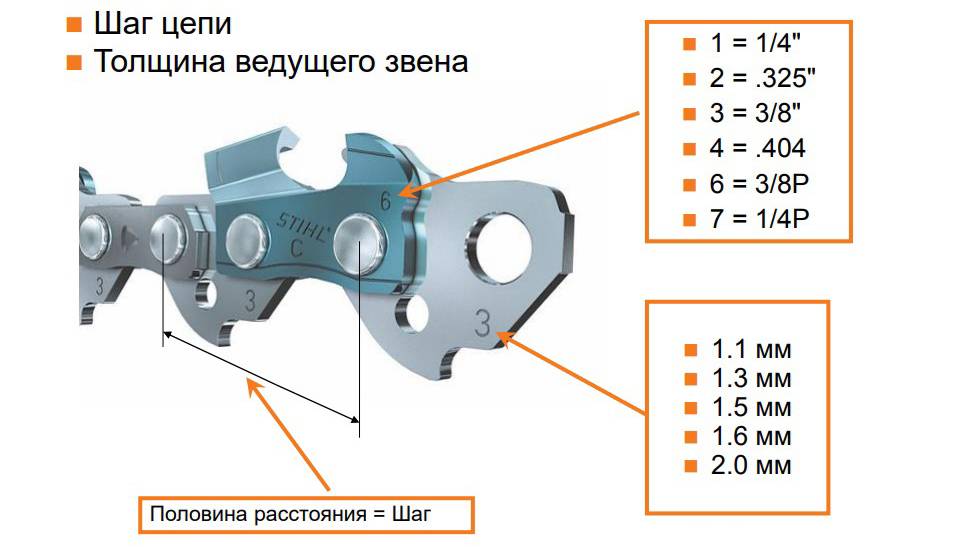
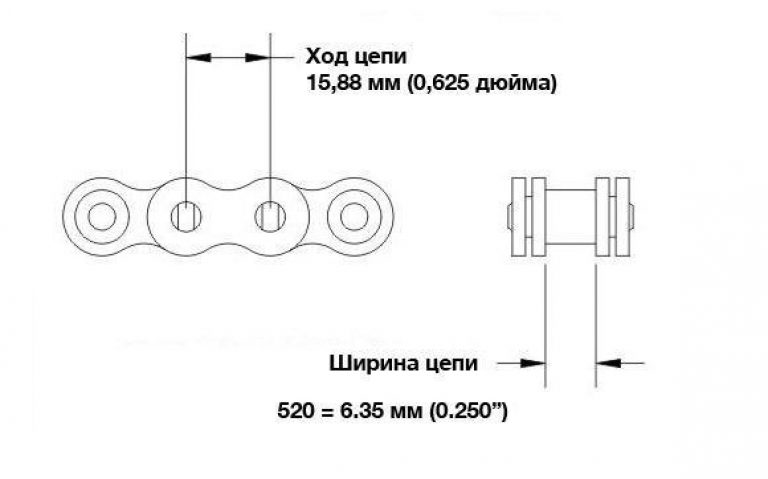
- Шаг:
- «0,325» – самый распространённый и минимальный размер шага, который используется в полупрофессиональных и бытовых бензопилах с малыми мощностями. Стандартная величина мощности под такой шаг колеблется в пределах от «0,325» до «3л.с.», но не выше «3,5л.с». При работе с таким типом цепи распил проходит более плавно, комфортно, без «порывов» обрабатываемых изделий.
- «0,375» («3/8») – наносится на бензопилы с мощностью в «4л.с». Такая цепь применяется при распиловке древесины средней и малой толщины.
От значения шага зависит точность и качество создаваемого пропила
В случаях отсутствия важности достижения высокого качества при работе бензопилой иногда особое значение имеет точность реза. Для этого необходимо обязательно учитывать зависимость шага на роспуск древесины по заранее нанесённым разметкам
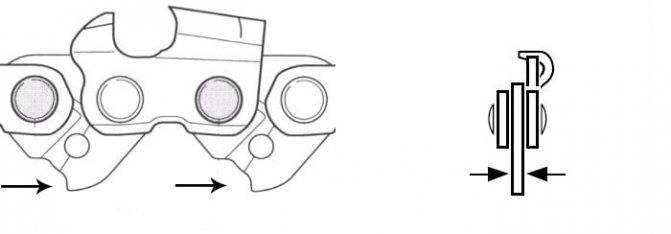
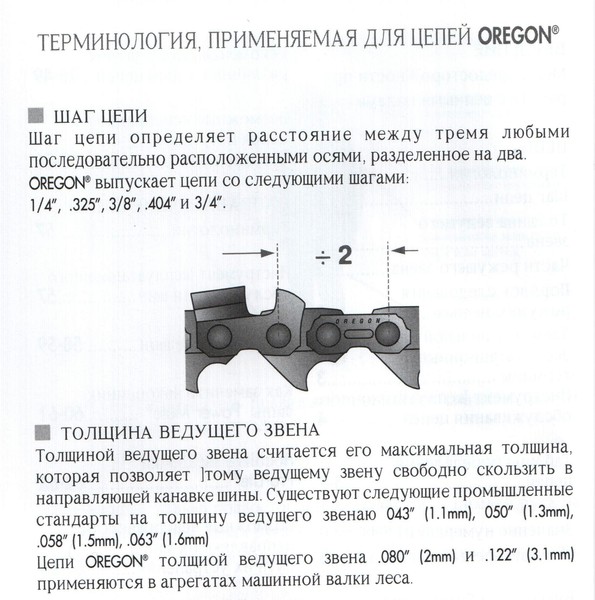
- Толщина ведущих звеньев (хвостиков). При работе бензопилы на её цепь приходится большая часть всех нагрузок. Учитывая это, ещё одной главной характеристикой работы пилы является толщина элементов звена, которое входит в пазы шины. Этот параметр также определяет общую толщину скрепляющих звеньев, которая измеряется с помощью обычного штангенциркуля. К стандартным значениям толщины относят:
«1,1 мм» («0,043») и «1,3 мм» («0,05») – используются при производстве цепей начального уровня, которые предназначены для осуществления незначительных объёмов работ. Зачастую при таких значениях толщины звеньев длина шага цепи может составлять «0,325», что предполагает наличие невысоких нагрузок и щадящего режима работы. Поэтому их используют в бытовых и полупрофессиональных аппаратах;
- «1,5 мм» («0,058») – самая распространённая величина толщины на рынке бензопил и комплектующим к ним. Такое значение способно обеспечить безопасную работу при величине шага в «3/8». Цепь с толщиной 1,5мм не предназначена для распила профессионального уровня;
- «1,6 мм» (0,063) и «2,0 мм» (0,08) – предназначаются для проведения самых сложных работ. Металлом при изготовлении таких цепей служит сталь особых марок, а в конструкцию закладываются характеристики повышенной прочности.
Чем большей будет толщина звена и шире паз шины, тем высококачественнее считается бензопила, поскольку она способна выдерживать большие нагрузки.
- Глубина реза – является отличительной особенностью производимых цепей и характеризуется высотой профиля режущих зубьев. Измеряется она промежутком между ограничителями и режущей верхней кромкой. На рынке могут быть представлены, как высокопрофильные (0,762 мм), так и низкопрофильные (0,635 мм) виды цепных изделий.
Критерии выбора
Как правильно подобрать цепь для бензопилы? Прежде всего имеет смысл обратить внимание на производителя. Даже недорогая бензопила бытового класса способна показать чудеса долголетия и производительности с качественными цепями мировых лидеров отрасли
Стоить такой инструмент будет в несколько раз дороже безымянных поделок, но и прослужит он столько, что за это время окупится многократно.
Основные параметры цепи — это длина, ширина, шаг звена. Следующий параметр — длина шины. Большинство бытовых моделей комплектуются шинами в 35-45 см. Для работы с такой длиной хватает мощности мотора в 2-2,5 л. с.






Шаг цепи следует подобрать, исходя из планируемых операций, их объема, требований к производительности инструмента, а также к точности распила. При этом нужно обязательно учитывать мощность двигателя, чтобы не перегрузить его, вызвав повышенный износ.
Нельзя упускать из внимания также и остальные параметры инструмента, такие, как тип режущего зубца, его возвышение, углы заточки и глубина реза. Острота ограничительного зуба влияет на качество и скорость распила. Более острый зуб позволяет резать быстрее, но снижает точность распила.
Конструктивные особенности
В широких и тяжелых цепях высококлассного профессионального оборудования каждое звено имеет пару хвостовиков. Это обеспечивает надежный контакт с шиной и звездочками и дает возможность инструменту противостоять сильным боковым нагрузкам. В обычной цепи доля режущих звеньев составляет половину.
Чтобы облегчить инструменты бытового класса, выпускают так облегченные недорогие модели:
- пропускные. опорное звено с хвостовиком устанавливаются сразу за режущим, их доля снижена до 40 %;
- полупропускные: опорное вставляется после каждого второго режущего, их доля – 35 %.
Снижение числа активных звенев ведет к пропорциональному возрастанию нагрузки на остальные. Это неминуемо приводит к сокращению срока их службы и повышению частоты заточек.
Подобрать такие цепи можно, если не хочется тратить лишних денег, при небольших объемах работ и эпизодическом их характере.
Обслуживание и восстановление цепей с твердосплавными напайками
Заточка — наиболее проблемный момент использования цепей с твердосплавной напайкой. Обычная заточка невозможна, приходится использовать только алмазный заточный инструмент, который имеется далеко не у каждого. Кроме того, имеются ограничения по диаметру шпинделя заточного станка, который должен быть больше стандартных значений (10…22,2 мм). Дороговизна же алмазного заточного диска приводит к тому, что приобретать такую оснастку целесообразно лишь тем мастерам, которые постоянно имеют дело с разрезанием высокотвёрдой или неоднородной по плотности древесиной.
Судя по отзывам пользователей, которые размещены на специализированных форумах, после качественной заточки ресурс цепей с победитовыми напайками возрастает в 4…5 раз. Однако во многих случаях приходится использовать твердосплавную цепь до полного износа или выкрашивания режущих вставок, а затем приобретать новую.
Пайка медью или латунью нового твердосплавного сегмента к основанию зуба в обычных условиях также трудноосуществима: предварительно потребуется очистить поверхность от остатков твёрдого сплава, для чего необходима индукционная установка нагрева ТВЧ. Индукционная пайка, кроме того, обеспечивает лучшее сцепление твердосплавного сегмента с зубом пильного полотна, а её качество не зависит от квалификации мастера.
Торговая марка Stihl производит запасные твердосплавные звенья к пилам собственного производства. Подходят они также и для иных марок (Husquarna, Makita), но, увы, не согласуются по значениям паза и шага с бензопилами отечественного производства.
Длина — общий размер
Размер новой цепки зависит от длины шины. Обычно шины служат в 2 раза дольше, чем цепи, но при условии того, что они изготовлены их качественных материалов. Чтобы уточнить нужную длину покупаемой цепки для своего инструмента, требуется измерить размер шины. Обычно длина указывается на боковой части шины, но со временем эксплуатации вся маркировка стирается. Узнать длину шины можно при помощи обращения к паспорту инструмента или же измерить ее линейкой.
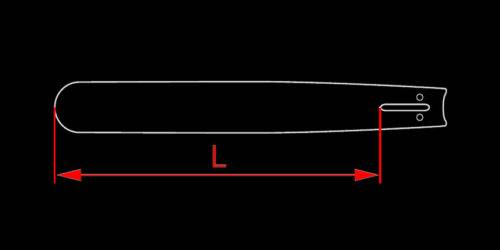
Измерение длины шины – как правильно измерить
Если принимается решение заменить шину вместе с цепью на размер больше, то делать это можно в исключительных случаях, когда соответствует мощность бензопилы. Если установить на бытовую пилу установить шину на размер больше, то она по мощности двигателя не будет справляться с поставленной задачей. В паспорте к инструменту указываются рекомендуемые к установке шины соответствующей длины.
Самостоятельная замена пильной цепи

Компании, выпускающие электропилы, не запрещают производить замену цепи своими руками, напротив, зачастую комплектуют новые изделия инструкциями по ремонту и замене отдельных частей. Начать следует с покупки новой цепи. Проверяем цепь на соответствие, то есть изучаем ее характеристики: длину (зависит от шины), величину шага (относительно звездочек), толщину приводного звена.
Одна из распространенных конструкций бюджетных пил – с боковым натяжением. Чтобы сменить цепь, выполняем поочередно следующие действия:
- отодвигаем защитный щиток, одновременно опуская тормоз;
- отверткой поворачиваем контрольный натяжной винт, откручиваем гайку, тем самым ослабляем натяжение;
- снимаем крышку;
- отделяем шину с цепью от звездочки;
- снимаем старую цепь с шины, на ее место устанавливаем новую;
- производим действия в обратном порядке.
Подтягиваем цепь плавно, без рывков. Окончательно натягиваем ее после закрывания пластиковой крышки с помощью винта и гайки.
Существуют современные системы бесключевой натяжки цепей, но многие мастера предпочитают традиционную боковую натяжку, несколько проблематичную, но проверенную и надежную. Современные модели электропил имеют так называемые барашковые гайки для опреативного натяжения цепи
Благодаря этому элементу процесс замены происходит быстрее – а это важно при больших объемах работы. Опустив тормоз, откручиваем гайку и снимаем крышку
Слегка отодвинув шину назад, снимаем старую цепь, надеваем новую – сначала на звездочку, затем по всей длине. Затем устанавливаем звездочку на место, закручиваем гайку. Поворачиваем натяжное колесо в указанном на корпусе направлении и окончательно затягиваем «барашек».
Последний этап – проверка натяжения цепи. Она должна плотно прилегать к шине при отпущенном тормозе, но прокручиваться под ручным воздействием. Для более эффективной проверки рекомендуют прогнать пилу на малых оборотах.
Все, что вам нужно знать о цифрах на шине для бензопилы?
Доброго времени суток, дорогие читатели!
Дачный и строительный сезон в некоторых местах набирает обороты, а в некоторых местах он кипит вовсю уже не первый месяц. И в это время особую популярность набирают определенные инструменты. Один из них — бензопила. Что представляет из себя инструмент, мы поговорим в другой раз.
А пока хочу рассказать все, что вам нужно знать о цифрах на шине для бензопилы.
Шина , если выражаться простым и понятным языком — это металлическая пластина с выемкой вдоль всей площади.
Форма пластины: овальная плоская.
Если выражаться еще проще, то шина — это то, на чем держится и вращается цепь .
ЧТО НУЖНО ЗНАТЬ О МАРКИРОВКЕ НА ШИНЕ
Всего несколько основных моментов:
Чем больше звеньев, тем длиннее цепь. популярные значения: 50, 52, 55, 56, 57, 62.








Шаг показывает на каком расстоянии находится звено цепи от другого звена. Чем чаще зуб, тем чище и дольше будет пилить.
Толщига цепи влияет на производительность пилы. Но чем толще цепь, тем мощнее должен быть инструмент.
Длина шины определяет на какое расстояние способна пилить цепь. Опять же, длинные шины ставят на более мощные пилы.
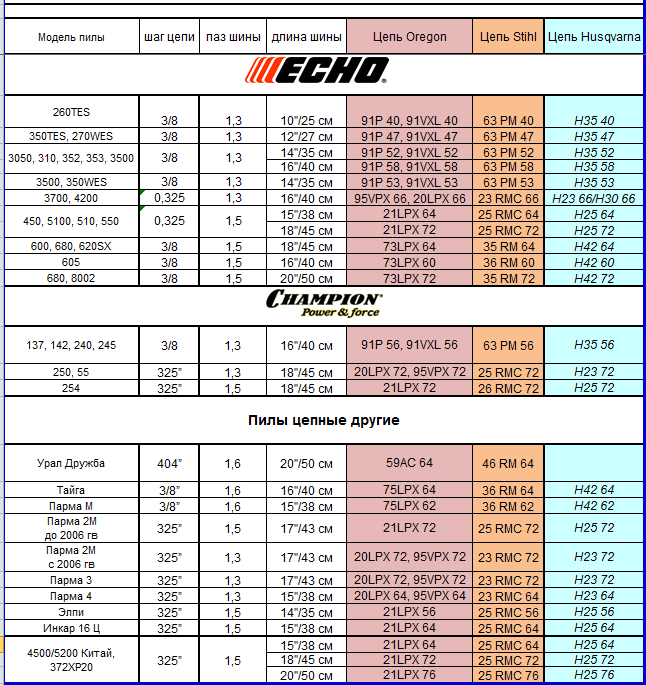
Из качественных и профессиональных: OREGON(США), STIHL (Германия). Из бытовых: CHAMPION, например.
По большому счёту, это все, что вам необходимо знать, чтобы подобрать нужную вам шину и цепь к ней.
Рассмотрим какие значения имеет каждый пункт на примере.
Это «выбито» на самой шине. Но для большего удобства иногда основные значения пишут на коробке или картонном вкладыше. Пример изображён ниже.
Итак, все значения по порядку:
- 16′ — это 16 дюймов или 45 сантиметров — длина шины.
- 0,50′ или 1.3мм обозначают толщину цепи и, соответственно, выемки под цепь на шине.
- 3/8 или 0,375 — это шаг цепи (расстояние между склепанными местами цепи)
- 56 — это количество звеньев цепи. Мерится по внутренней части цепи.
Ниже ещё добавлено количество зубок на звёздочке — 9Т .
Вот это основные значения, которые вам нужно знать.
Если понравилась моя статья, ставьте лайки. А также подписывайтесь на канал.
Как выбрать цепь
Выбор цепи происходит по нескольким параметрам. Их нужно знать. Хорошо, если сохранилась упаковка пилы. На ней можно найти все характеристики цепи и повторить их. Цепи для пил изготавливают из инструментальной стали. Для бытовых работ это вполне подходящий материал. Если предстоит работать с промёрзшими брёвнами, то следует выбрать цепь, изготовленную из твёрдых сплавов.
Первым делом определяется шаг цепи. Это расстояние между тремя соседними заклёпками.
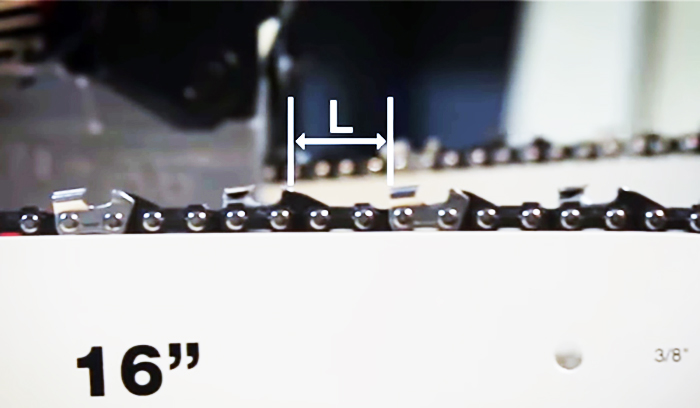 ФОТО: store.fubag.ruОпределение шага цепи
ФОТО: store.fubag.ruОпределение шага цепи
По стандарту для бытовых пил используется шаг ¼”, 0,325” или 3/8”. Следующий параметр – это длина цепи Она должна соответствовать вылету гарнитуры, т. е. длине режущей части. Звенья цепи имеют свои названия и назначение. Ведущее звено в паре с ведущей звёздочкой являются элементами механизма привода цепи. Форма заточки режущего звена определяет качество реза. Соединительное звено формирует единую цепь. Ведущее звено по толщине должно идеально соответствовать размерам паза на шине. Вторая функция этого звена – распределение масла по шине.
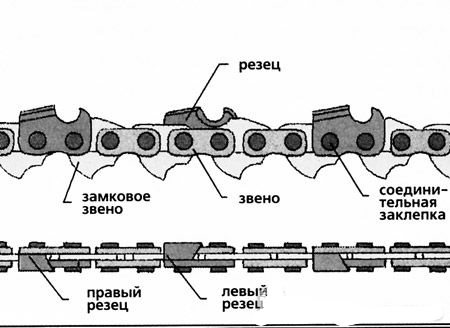
Вид звеньев зависит от их назначения, они бывают соединительные, ведущие и рабочие.
Рабочие зубья делятся на левосторонние и правосторонние. Ведущие, их ещё называют хвостовиками, устанавливаются между соединительными и рабочими с определённым шагом, который зависит от размеров звеньев. Соединительные, как понятно из названия, объединяют рабочие и ведущие звенья.
 ФОТО: samdelkin.ruВиды звеньев цепи
ФОТО: samdelkin.ruВиды звеньев цепи
От формы заточки зуба зависит качество реза. Специалисты различают квадратный и круглый зуб. Круглый зуб дольше остаётся острым.
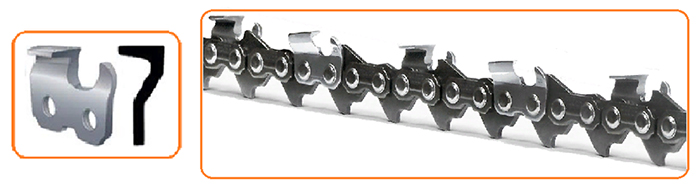 ФОТО: samdelkin.ruКвадратный зуб
ФОТО: samdelkin.ruКвадратный зуб ФОТО: samdelkin.ruКруглый зуб
ФОТО: samdelkin.ruКруглый зуб
Глубина реза зависит от профиля зуба и определяет толщину срезаемой одним зубом стружки. У высокого профиля выше производительность, но и выше вибрация. Для бытовых работ предпочтительней низкопрофильные цепи.
Длина цепи определяется по требуемому количеству зубьев. Небольшие несовпадения выбираются механизмом настройки натяжения цепи.
Учёт преимущественного вида работы – продольное или поперечное пиление – производится формой заточки зуба. Для продольной пилки угол заточки должен находиться в пределах 5-10 градусов, для поперечных резов – лежит в пределах 25-30 градусов. В продаже цепь для продольного реза стоит дороже.
Как выбрать масло для смазки цепи бензопилы?
Тоже существенный вопрос, поскольку речь идет о металлических деталях, работающих в условиях интенсивного трения. В современных системах подача масла производится через шину и распределяется по всей цепи автоматически. Что касается выбора конкретных смесей, то рекомендуются марки Timber 120, EP 90, TurbWay100 и др. Главный параметр в выборе – достаточная вязкость. Как правило, используются масла для смазки цепи бензопилы на минеральной основе с показателем вязкости на уровне 16 мм2/с при 100 °C. От моторных смесей желательно отказываться, делая выбор в пользу индустриальных и трансмиссионных составов.
Некоторые важные моменты при выборе цепей или бензопилы
Существуют другие показатели, оказывающие влияние на производительность инструмента и специфику работы.
Значения, которые рекомендуется принять к сведению:
- геометрия режущего зуба (профиля);
- количество режущих звеньев;
- тип заточки режущей кромки звена.
Структура цепи пилы.
Режущий профиль бывает двух типов: чизельный и чипперный. Первый вариант имеет прямую рабочую поверхность и является более производительным. Второй тип имеет серпообразную форму и пониженную производительность. В обслуживании чипперная цепь легче, так как ее легче затачивать, не требуется жесткое соблюдение углов заточки. Чизельные варианты чаще применимы с шагом 3/8 и 0.404”.







Количество режущих зубьев всегда определяется их соотношением на количество направляющих входящих в шину пилы. То есть звено с режущей частью имеет два направляющих звена. Если такого сочетания не наблюдается, это означает, что цепь сомнительного производства.
Тип заточки режущих профилей регламентируется типом будущих работ. Обычно классическая бензопила применяется для поперечных распилов дерева и крайне редко для продольных. В редких случаях попадаются цепи с режущими звеньями, имеющими ориентацию для продольных разрезов.
О размере шага
Главной характеристикой любой бензопильной цепи является её шаг, характеризующий расстояние между соседними зубьями. Для каждой модели пилы значение шага по умолчанию фиксированное и определяется характеристиками ведущей звёздочки и установленной шины. Поэтому просто так взять и поставить на свою мотопилу цепь с большим или меньшим шагом не получится. Для этого придётся менять и звёздочку с шиной. Но не всегда в этом есть смысл.
Безусловно, чем больше значение шага, тем выше производительность работы. Однако не следует гнаться за максимально возможной величиной – его следует выбирать с учётом мощности пилы:
- с увеличением шага возрастает скорость вращения цепи;
- увеличивается сопротивление древесины;
- возрастает нагрузка на двигатель.
В результате, если шаг не соответствует рабочим параметрам пилы, работа в таком режиме может привести к быстрому выходу инструмента из строя.
Кроме того, чем больше шаг пильной цепи, тем выше её агрессивность – она сильнее рвёт дерево. Одновременно увеличивается и ширина пропила. Удерживать и контролировать такой инструмент тоже будет намного сложнее.
Для удобства выбора все представленные на рынке варианты цепей стандартизированы под определённые размеры шага:
- 1/4 дюйма – самый маленький шаг, звенья расположены максимально близко друг к другу. Такая оснастка подходит для маломощных садовых пил.
- 325 дюйма – самый популярный вариант для пил начального класса мощностью в 3-3.5 л.с. Вибрации при пилении такой цепью минимальные, поэтому работа не утомляет, срез получается ровный, древесину пила не рвёт. Однако при длительной работе 0.325-дюймовые гарнитуры быстро тупятся.
- 3/8 дюйма – это оснастка для полупрофессионального и профессионального инструмента мощностью 4 л.с. Такой цепью можно без лишних усилий перепиливать средние по толщине стволы.
- 404 дюйма – гарнитура только для пил класса Профи, оснащаемых двигателями мощностью от 5.5 л.с. Таким инструментом можно пилить стволы любой толщины.
- 3/4 дюйма – достаточно редко встречающаяся размерность, предназначенная для пил с особо мощными двигателями.
Несколько слов о том, почему в большинстве случаев не следует перенастраивать пилу под цепи с меньшим или большим шагом. Если на маломощную пилу поставить гарнитуру с большими зубьями, то мощности и крутящего момента двигателя будет недостаточно для её протаскивания через дерево – крупная цепь будет встречать серьёзное сопротивление. Поэтому работа будет непродуктивной, а инструмент может попросту выйти из строя.
Не стоит и ставить цепи с мелким шагом на мощные профи-пилы. Их двигатель рассчитан на более крупную и агрессивную оснастку, поэтому зубцы будут просто проскальзывать, практически не касаясь дерева. Двигатель же ввиду отсутствия сопротивления будет работать практически на максимальных оборотах, что негативно отразится на его состоянии.
В быту же чаще всего используются цепи с шагом 0.325 дюйма. Их производительности достаточно для большинства садово-огородных работ, подходят они и для строительства загородного дома. Кроме того, у такой гарнитуры выше точность реза — она обратно пропорциональна шагу. Ещё одно преимущество таких цепей – меньшая вероятность отскока пилы.
Особенности конструкции цепей профессионального уровня
По геометрической форме режущих зубцов различают для наиболее часто применяемых вида профиля:
- Чипперный, или серповидный. Обеспечивает большие скорости реза. Его проще заточить, при этом не требуется очень строго соблюдать углы затачивания. Профиль имеет способность к самоочищению от опилок и прекрасно справляется с распиловкой загрязненных и влажных материалов. Повышенная площадь соприкосновения зубца с материалом дополнительно нагружает двигатель. Для распиловки таким профилем хорошо иметь запас по мощности. Недостатком является возникновение перегрузок при распиловке твердых пород древесины или сучков.
- Чизельный, или «семерка». Режущая кромка прямая, в профиле похожа на стилизованную цифру 7. Рез получается точнее, но их сложнее затачивать, требуется выдерживать углы с высокой точностью. При нарушении заточных углов нескольких одного или звеньев все преимущества профиля в точности мгновенно сходят на нет. Такие цепи лучше затачивать на автоматических станках, обеспечивающих высокую стабильность параметров.
Чизельные профили применяются как в бытовых, так и в профессиональных бензопилах моделях.
Последовательность звеньев – что учесть?
В стандартной цепи должно присутствовать 64 звена, при этом количество режущих зубьев составляет порядка 50%, то есть 32 элемента. Однако на рынке можно встретить и так называемую оснастку с пропусками или полупропусками. В таких изделиях конструкция обедняется за счет исключения отдельных соединительных или режущих элементов, причем сами звенья цепи бензопилы сохраняются. Насколько оправдано может быть применение такой режущей гарнитуры? С точки зрения производительности, этот вариант нежелателен, а иногда опасен из-за повышения травматизма. Снижается и рабочий ресурс пильной шины, а с ней и конструкционная стойкость самого агрегата. Но, цепи с пропусками стоят на 20-30% дешевле и к тому же в решении несложных задач распила их пониженная производительность не будет иметь большого значения.
Длина
Длину обозначают в дюймах или числом звеньев. Зная шаг, можно рассчитать первый параметр из второго. На упаковках ведущих производителей обычно указывают обе характеристики.
Длина цепи должна строго соответствовать вылету гарнитуры. Некоторые умельцы ухитряются подобрать длину, выкидывая несколько звеньев. Такая практика крайне не рекомендуется специалистами- в условиях домашней мастерской трудно добиться заводского качества крепления роликов. Такая самоделка может порваться в любой момент, приведя к разлету деталей, повреждению техники и даже травмам работающих рядом людей.





