

Функционал и сферы применения станков для холодной ковки
Для начала давайте определимся с возможностями изделий и сферой их применения. Как несложно догадаться, любой представитель данной категории предназначен, в первую очередь, для изменения формы металла и придания ему большей прочности путём прессования. Подобный функционал будет полезнее всего в следующих направлениях:
- производство строительных элементов различной сложности;
- изготовление деталей из круглого, листового и трубного металлопроката в машиностроительной отрасли;
- создание стальной мебели, декоративных объектов интерьера, холодного оружия, а также иных изделий подобного толка (как самодельных, так и заводского производства).
Процесс холодной ковки
Холодная ковка — простой технологический процесс обработки металла. Кузнец изгибает детали используя ручные установки. Работа проводится с помощью рычагов, которые уменьшают человеческое усилие, передаваемое на материал. На выходе получаются более прочные изделия, чем при отливке. При холодной ковке станок одновременно гнёт и прессует заготовки.
Изменение формы металлических деталей без нагревания применяется при изготовлении:
- решёток на окна;
- плетёных кованых заборов;
- садовой мебели;
- отдельных элементов фасада;
- фонарей.
Оборудование для сгибания металлических заготовок позволяет создавать изделия разной формы. Сложные металлоконструкции изготавливаются из отдельных деталей с помощью сварочного аппарата.
Технологические особенности художественной ковки
Процесс ручной художественной ковки металла разбивается на несколько отдельных операций. Начинается он с разогрева болванки в горне или другом типе нагревателя. В зависимости от качества угля, подачи воздуха в горн и массы заготовки разогрев может занять от нескольких минут до нескольких часов. При изготовлении изделий, имеющих сложную форму, большое количество деталей или отверстий, изделие может остыть. Тогда его возвращают в горн и повторяют нагрев.
Собственно ковочные операции бывают следующие:
- Осадка. Удары молотом наносятся сверху вниз, исходная высота уменьшается, а ширина увеличивается. Это подготовка заготовки для вытяжки.
- Вытяжка. Удары по заготовке наносятся вдоль продольной оси вдоль, и заготовка плющится в направлении ударов, и длина ее таким образом увеличивается.
- Раздача — подвид вытяжки, применяется для увеличения диаметра пустотелых заготовок.
- Прошивка – получение отверстий, углублений или пазов.
- Закручивание – многократный поворот одной части заготовки относительно другой. При этом используются тиски, клещи, а при значительном сечении заготовки — и специальные вороты.
- Рубка — процесс разрубания изделия на две или более части. Применяется также для коррекции формы и размеров изделия. Иногда из заготовки вырубают готовое изделие, пользуясь для этого фигурными штампами.
- Гибка – проводится для изменения формы изделия при изготовлении деталей кольцевой или гнутой формы.
- Сварка — соединение в единую деталь двух или нескольких частей.
По окончании ковки изделие окунают в емкость с жидкостью для охлаждения и закалки. Традиционно используют воду, однако при ковке специальных сортов стали, таких например, как булат, применяют различные кислоты и масла. Легенда гласит, что некоторые мастера после ковки меча охлаждали его, втыкая в тело раба.
Станок «Улитка» своими руками
Некоторые домашние умельцы изготавливают ручное оборудование для холодной ковки самостоятельно. Используя приведенные в интернете чертежи можно довольно легко собрать станок «Улитка».
Необходимые инструменты и металлические детали:
- стальные полосы и листы;
- прутья из металла;
- профильная стальная труба;
- болгарка;
- плоскогубцы;
- сварка.
В первую очередь на лист бумаги необходимо нанести чертеж спирали с тремя витками. После этого нужно сверить размеры с тем, чтобы в резьбу помещался армированный прут диаметром в 10 мм. Теперь можно приступать к изготовлению станка.
- Из стального листа болгаркой вырезается пластины: 130х130 мм и 100х100 мм.
- Далее срезы трех стальных полос и трехсантиметрового прута зачищаются наждаком.
- По шаблону с помощью плоскогубцев стальные полосы загибаются так, чтобы получились три спирали разной длины.
- Все элементы станка привариваются по схеме.
- Внизу в центре инструмента приваривается стальная труба.
Разновидности станков
В основном все приспособления, которые предназначены для изготовления деталей из металла при помощи ковки холодного типа характеризуются ручным приводом. По принципу электропривода работают немногие из них, хотя соорудить такую конструкцию можно с каждым из приспособлений. Единственный вопрос относительно привода – это целесообразность, потому как затраты на энергоресурс, который питает агрегат и сложность процесса установки механизма могут не оправдывать себя, если соотносить их с количеством выполняемой работы и ее регулярностью.
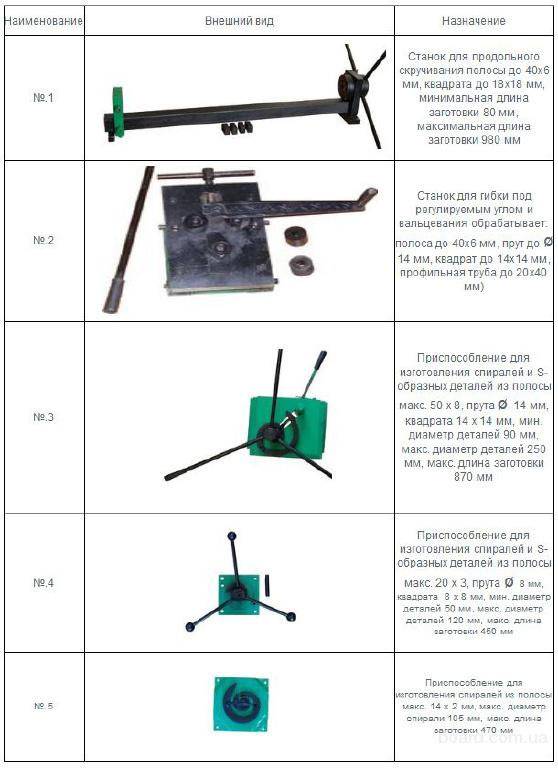
В таблице указаны все приспособления, которые работают за счет привода ручного типа, относящиеся к процессу холодной ковки.
| Устройство | Краткое описание |
| Твистер | При помощи такого устройства происходит закручивание металла, формирование спиралей и завитков, имеющих узкую сердцевину. |
| Станки торсионного типа | При помощи такого станка происходит закручивание прутов винтового типа, а также возможно изготовление спиралей большой величины и филаментов (корзинок, фонариков и луковиц). |
| Инерционно-штамповочные станки | Предназначаются для того, чтобы изготавливать соединительные части меду декоративными составляющими, делать узорные наконечники и различный мелкий рисунок и рельеф. |
| Станки для гибки | Существует несколько разновидностей таких станков: нажимного, протяжного и комбинированного типов. Первая разновидность нужна для того, чтобы получать волнообразные изгибы или зигзагообразно изогнуть прут. Протяжная разновидность востребована, когда необходимо изготовить кольцо, завиток или спираль, имеющую широкую сердцевину. Используя комбинированную разновидность можно соорудить любой из перечисленных элементов. |

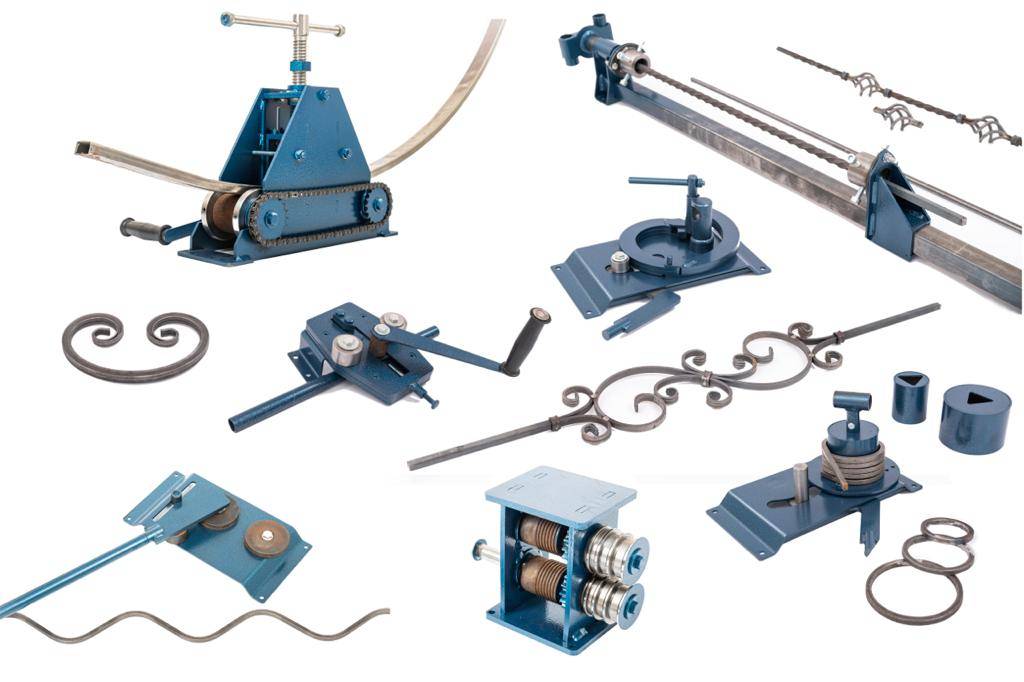
Виды станков
Существуют разные виды кузнечных станков, с помощью которых можно изменять металлические заготовки. Это конструкции рычажного типа, которые можно собрать самостоятельно. Для этого нужно разобраться в принципе работы отдельных моделей.
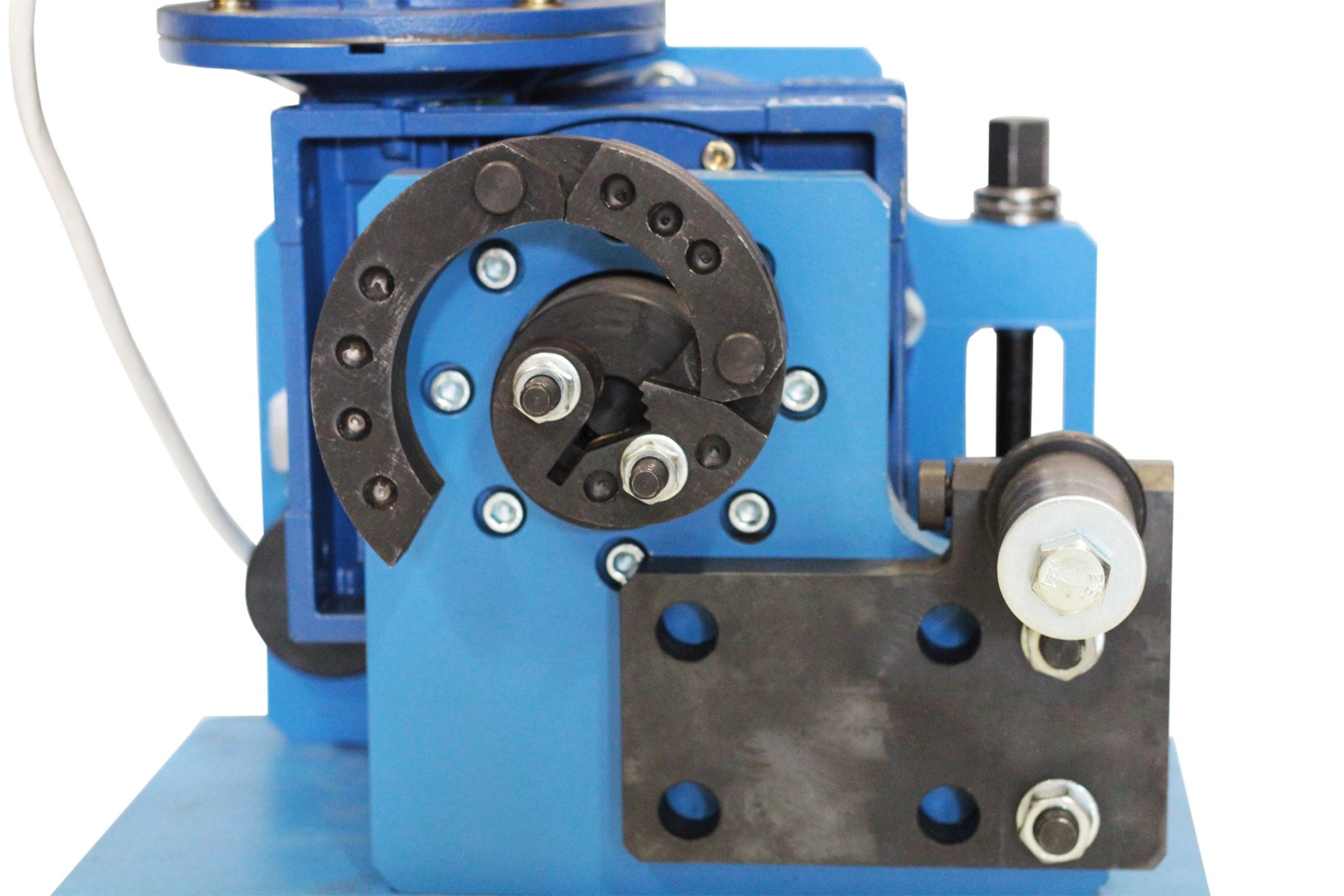
Улитка
Это ручной агрегат для создания завитков, спиралей из металлического прута. Самодельные станки улитка для холодной ковки присутствуют во многих мастерских. Чтобы сгибать заготовки малого размера, используется специальный кулачковый механизм.
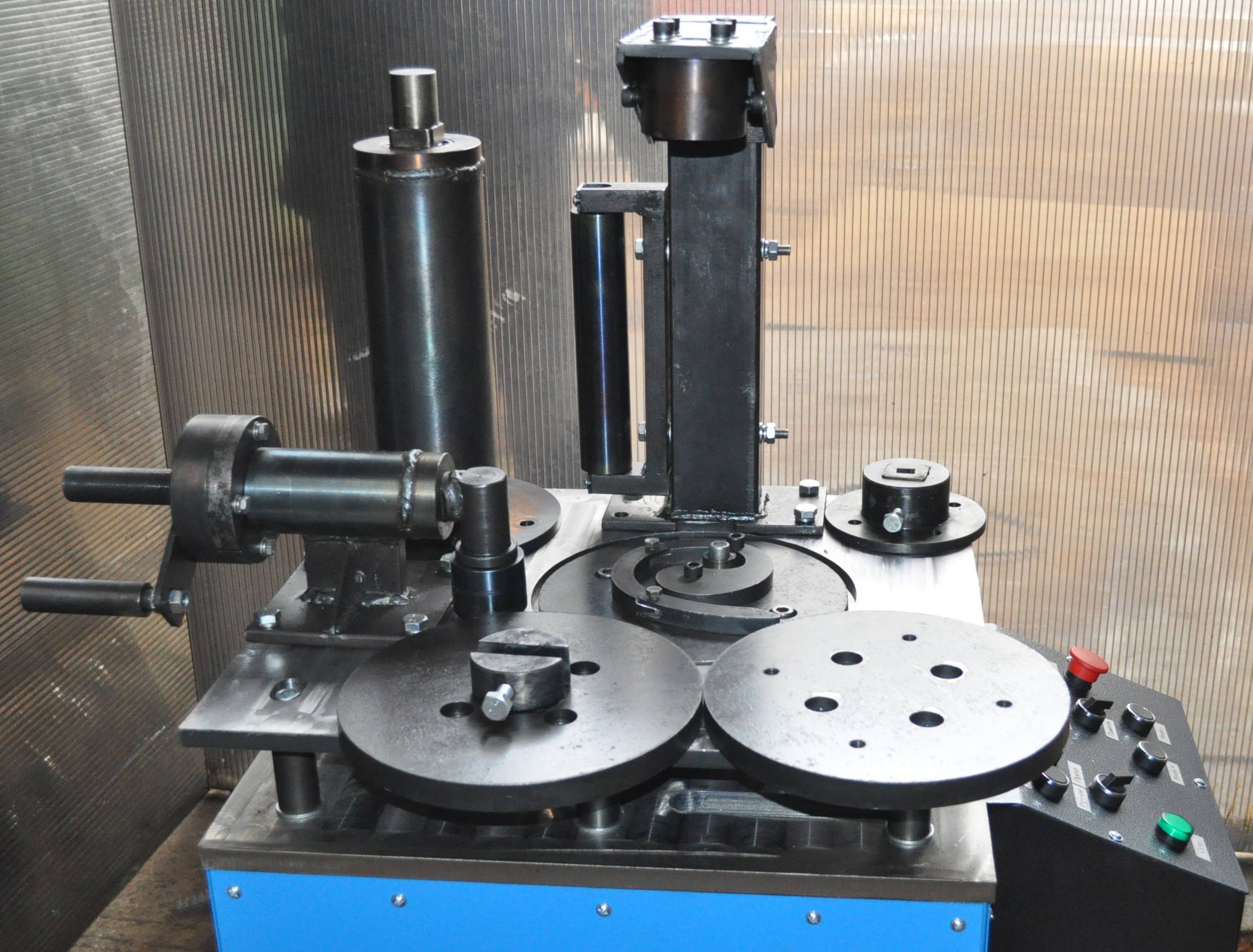
Торсионный
Приспособления для холодной ковки, с помощью которых скручивают металлические прутья разного размера. Кузнец может изгибать по спирали один прут или объединять несколько в один. Представляет собой литое основание, на котором закрепляются два вида тисков. Одни неподвижные с воротом, вторые передвигаются по основанию. Тиски предназначены для закрепления прутьев. Далее кузнец закручивает ворот до нужного положения.
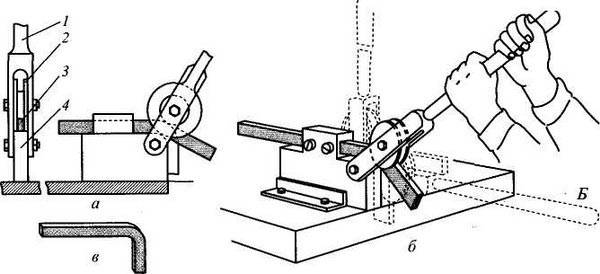
Гнутик
Это ручной станок для ковки металла. Считается основным механизмом для сгибания прутьев под разными углами. Конструкция станка для ковки металла представляет собой металлическое основание, на котором закрепляются два неподвижных вала, а между ними подвижная деталь. С помощью подвижного элемента кузнец выбирает угол, по которому будет сгибаться заготовка.

Станок гнутик
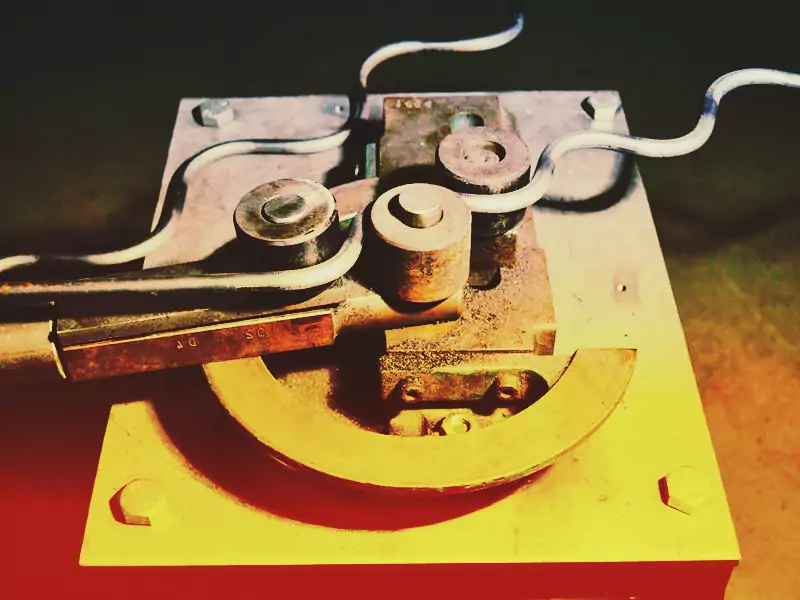
Волна
Ручное оборудование. Позволяет изгибать металлические заготовки по форме волны. Представляет собой ряд металлических дисков, которые расположены по одной прямой. Расстояние между ними может изменяться зависимо от требуемых изгибов волн.
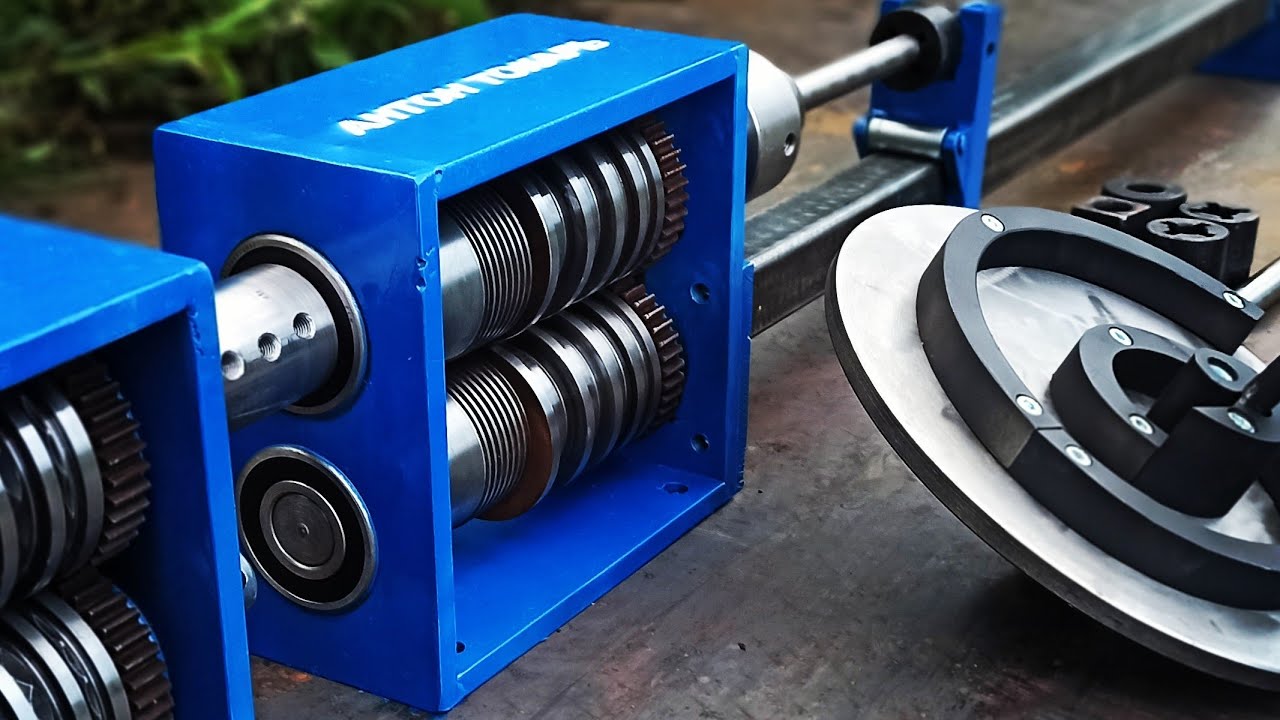
Пресс
Чтобы делать плоские окончания на металлических изделиях, используется самодельный пресс. Он представляет собой два диска, которые объединяются между собой системой шестерней. Арматура закрепляется одним концом между дисками. Кузнец начинает вращение с помощью ручки.
Особенности станков для ковки металла
Человек научился обрабатывать металл, когда впервые открыл его для себя как прочный материал для изготовления различных предметов быта и военных орудий.
Самые древние кузнецы изготавливали металлические изделия при помощи молота и наковальни, им нужно было прилагать много усилий, чтобы получить необходимый результат.
Сейчас такой метод ковки также используется, но крайне редко: все процессы, которые должен выполнять человек, в наше время выполняют станки для ковки металла.
Оборудование для ковки металла помогает выполнять самые простые и довольно сложные процессы с минимальными затратами труда и времени, потому его приобретают современные кузнецы.
Существует несколько видов машин, которые различаются между собой по функциям.
Станки для ковки делятся на:
- Машины для холодной обработки металла (большинство всех агрегатов);
- Машины для горячей обработки (сварка и формовка раскованных деталей).
Рассмотрим более детально, какие виды станков используются для выполнения различных работ.
Шпиндельные станки для ковки металла
Этот вид оборудования используется для холодной обработки, он может скручивать, загибать детали и навивать спирали или кольца.
Процесс происходит при помощи специального набора насадок, которые вставляются в шпиндель. Обрабатывать машина может прутки и квадраты толщиной до 20 мм.
Горизонтальные прессы для ковки металлов
Станки для ковки металла из этой категории являются ничем иным, как прессом, основа которого – горизонтальный гидравлический цилиндр.
Формировка деталей из линейных заготовок осуществляется при помощи специального набора форм и пуансонов.
Гибочные станки
Оборудование для сгибания профилей, прутков, полос или труб осуществляется на валках.
Заготовки обрабатываются между тремя валками, два нижние выполняют протяжку, а верхний – деформацию деталей.
Станки ножничного типа
Это оборудование выполняет резку кованых изделий путем смещения частей детали по линии среза.
При использовании машин края у фрагментов получаются ровными и чистыми.
Станки для расковки лопаток
Этот вид оборудования позволяет проводить горячую обработку металла для изготовления специфических окончаний линейных заготовок, например, это могут быть расплющенные листочки.
Прессовка осуществляется при помощи гидравлического валка, если он рельефный, то узор будет отпечатываться и на изделии.
Индукционные нагреватели заготовок
Такие машины работают по принципу электрической индукции, в индуктивный контур помещается заготовка, части которой нужно разогреть для обработки максимально быстро.
Индукционный нагреватель потребляет 20-30 кВт, но только при условии разогрева деталей, потому агрегаты данного типа позволяют экономно использовать электроэнергию.
Каким производителям оборудования для ковки металла лучше всего доверять?
Разнообразные станки для ковки металла предлагают компании и из европейских, и из азиатских стран, также есть и отечественные производители оборудования данной категории.
Сказать однозначно, что качество напрямую зависит от цены нельзя, поскольку у всех производителей кованых изделий свои требования к машинам, к их производительности и долговечности.
Крупным фирмам-производителям лучше всего обращать внимание на европейские образцы, поскольку они отличаются долговечностью, потому могут использоваться при большом уровне загрузки. Более «скромным» по объемам работы компаниям подойдут бюджетные аналоги, при условии небольшой загруженности они могут прослужить не меньше, чем дорогостоящие аналоги
Более «скромным» по объемам работы компаниям подойдут бюджетные аналоги, при условии небольшой загруженности они могут прослужить не меньше, чем дорогостоящие аналоги.
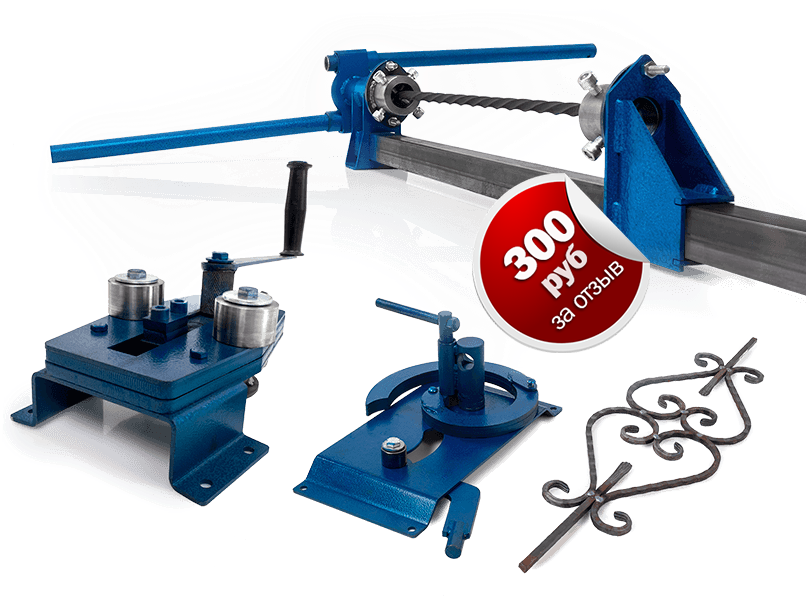
Оборудование для ковки
Все товары категории Оборудование для ковки

UNV3 — универсальный станок для холодной ковки металла с широким набором операций. Отличное решение для компактного кузнечного производства.









Ручной универсальный гибочный инструмент MB31-6×50 для гибки полосы, прутка, квадрата и изготовления завитков для художественной ковки.

Универсальный ручной станок широкого применения для гибки углов, изготовления завитков и колец MB21-30, является одним из самых востребованных инструментов на рабочем месте кузнеца. Прочная литая конструкция с большим набором прочных оправок.

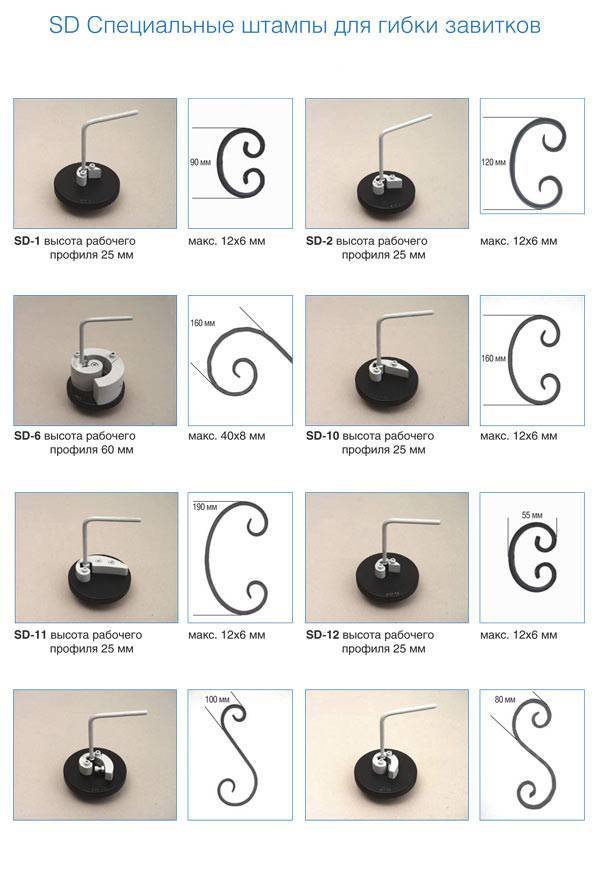
V1-16 Cтанок художественной ковки для изготовления завитков – отличное решение для интенсивного промышленного использования. Позволяет выполнить методом холодной ковки один из самых основных и распространенных кованых элементов — завиток.

Инструмент для изготовления завитков – отличное решение для небольших кузнечных мастерских. Позволяет изготавливать основные кованые элементы завитки различной конфигурации.

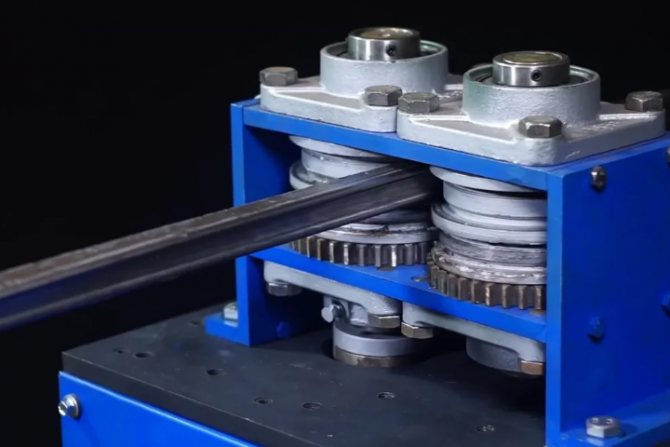
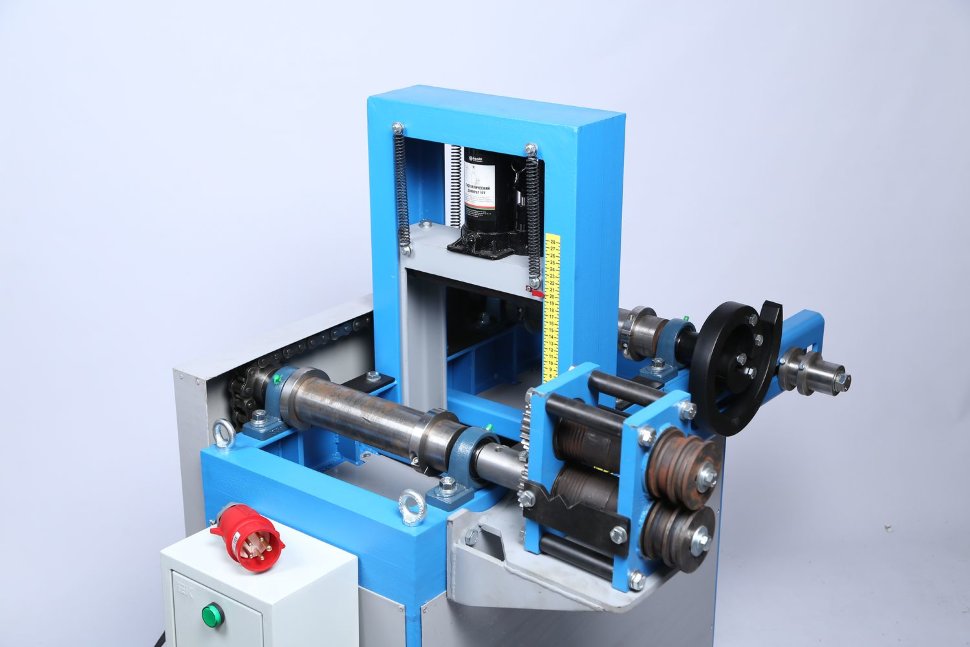
Станок «Мастер витой трубы» предназначен для производства и изготовления витой трубы из электросварной или бесшовной тонкостенной трубы диаметром от 10 до 219 мм со стенкой до 6 мм (в зависимости от диаметра трубы). Элементы витой трубы используются для изготовления различных стоек ограждений, ворот, беседок, элементов различной мебели и т.д. Станок «Мастер витой трубы» работает с широким диапазоном ходовых размеров труб, при этом отличается качественным прокатом (глубиной и равномерностью нанесения витков), производительностью более 150 м в час, удобной и быстрой настройкой на разные диаметры труб, высокой жесткостью несущей конструкции, а также невысокой стоимостью на рынке кузнечного оборудования.

Вентилятор для горна VT1-2 Blacksmith. Применяется как улитка для горна обеспечивающая подачу воздуха в стационарном или переносном кузнечном горне открытого типа (верхняя часть горна полностью открыта).

Инструмент для гибки металла BlackSmith – отличное решение для небольших кузнечных мастерских. Позволяет изготавливать основные кованые элементы методом гибки.

Ручной трубогиб MTB10-40 – универсальный трубогиб начального класса, позволит Вам легко гнуть трубы в небольшой мастерской, гараже, на стройке или даче. С его помощью легко создать навес, гнутые перила, козырек или другую ажурную конструкцию из гнутой профильной трубы.

Станок художественной ковки АЖУР-1М — профессиональное кузнечное оборудование, которое позволяет изготавливать практически все наиболее часто применяемые в художественной ковке элементы. Предназначена для изготовления элементов металлических конструкций садовых оград, декоративных решеток и т.п. из проката квадратного сечения толщиной от 8 до 20 мм., и круглого сечения диаметром от 6 до 20 мм, полосы от 2 х 10 до 10 х 40 мм.

UNV3-mini Blacksmith – компактный, универсальный станок для художественной ковки. Cтанок UNV3-mini Blacksmith обеспечивает выполнение практически всех операций, применимых для изготовления изделий художественной ковки. Отличное решение, как для небольшого кузнечного цеха, так и для промышленного производства.
Подставка для трубогибов MTB31-40, MTB31-50, ETB31-50, ETB31-40. Регулируемая высота работы и возможность легкого поворота трубогиба. Универсальная крепежная платформа, прочная основа и стойка, лоток для хранения крепежа и мелкого инструмента.

Инструмент предназначен для быстрого изготовления декоративных кузнечных элементов. Предназначен для небольших кузнечных мастерских.

Универсальный трубогиб с большими возможностями для регулировки минимального радиуса гиба, легкой подстройки под разные размеры обрабатываемых труб, быстрой смены роликов. Подходит для мастерских, небольших цехов и изгиба труб большого размера до 50х50х1мм в условиях дачи, гаража, стройки.

UNV3-220V Blacksmith — универсальный станок для художественной ковки с широким набором операций. Отличное решение для компактного кузнечного производства. Новая модель станка для холодной ковки с современным мощным редуктором, новой кинематической схемой. Высокая скорость вращения оправок позволяет существенно повысить производительность. Автоматическое и ручное управление процессом гибки. Вертикальное расположение гибочных приспособлений.
На сайте Станкофф.RU вы можете купить оборудование для холодной ковки металла ведущих производителей. В наличии и под заказ более 48 моделей оборудования для кузнечной ковки по лучшим ценам. Только выгодные предложения с подробными описаниями и фото. Уточняйте цены у менеджера.
Своими руками
Ручные станки для ковки возможно изготовить и своими руками. Мастера чаще всего производят улитку и торсион. Производство улитки самостоятельными силами позволит собрать устройство с кондуктором нужной конфигурации и размера.
Для повышения работоспособности устройств их целесообразно дополнить электроприводом. Подобные модели оборудования также под силам изготовить своими руками. Самодельные электрические механизмы с ручным и автоматическим режимом обладают повышенной производительностью.

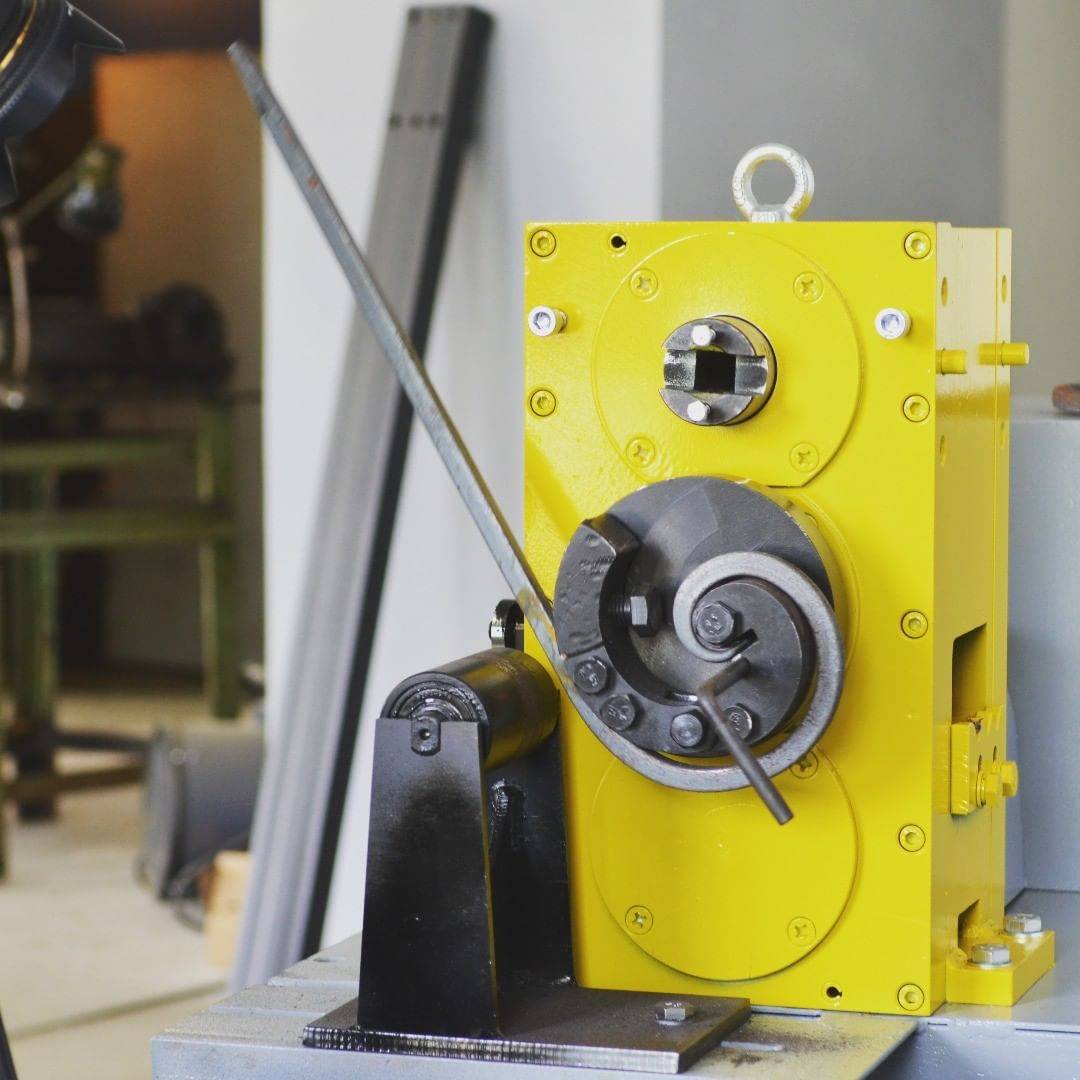
Рабочая поверхность улитки до крепления шаблона
Универсальное оснащение, предназначенное для гибки заготовок разного сечения: профильные трубы (тут про станок для профтруб), полосы, кругляки и квадраты, обладает сложным строением. Поэтому выполнить сборку данного оборудования самостоятельно практически очень сложно.
Инструменты и приспособления представляют собой ручные предметы, практически всегда изготавливаемые своими руками.
О способе работы или управления
Механизмы бывают либо ручными, либо электрическими. Первый вариант подходит для начинающих мастеров. Они могут создавать детали одинаковых габаритов без постоянной переналадки. Электромоторы, наоборот, предъявляют больше требований к навыкам управляющего мастера. Но зато такие варианты отличаются производительностью и способностью работать с крупноформатными заготовками.
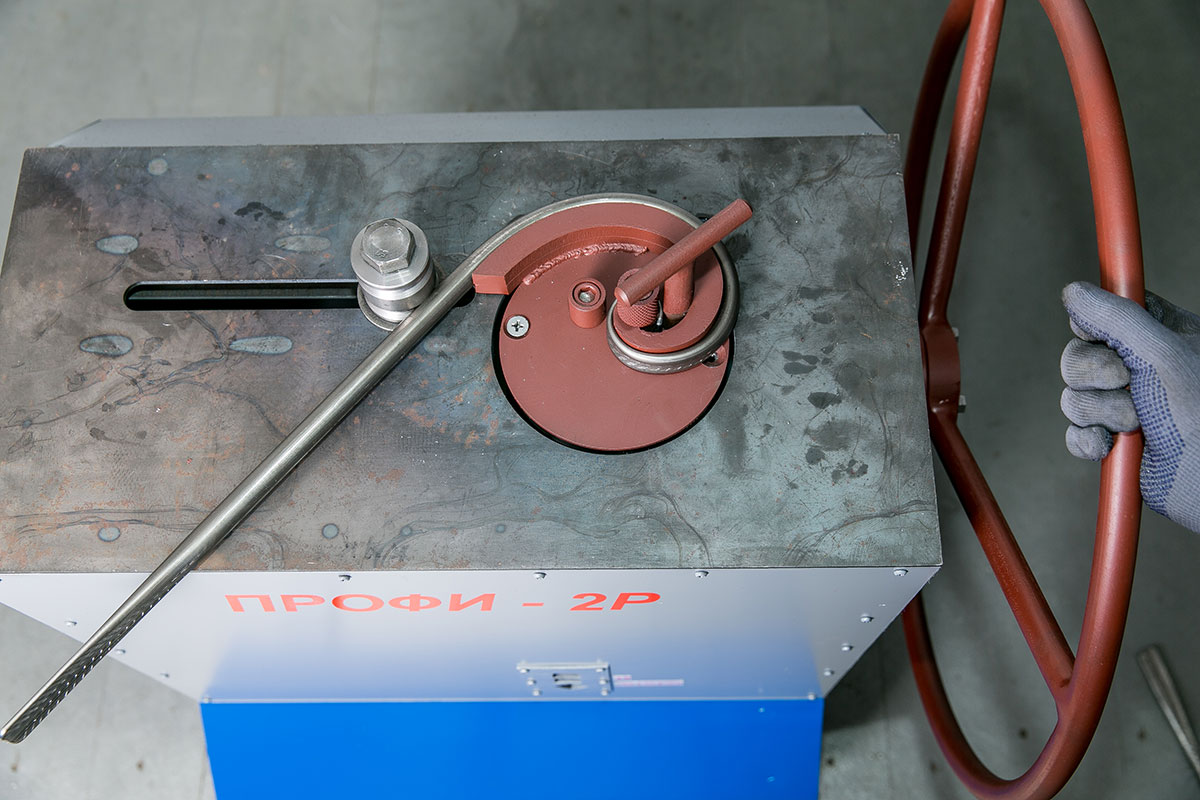
Как гнуть профильную трубу на станке «Улитка»?
Если попытаться изгибать профильную трубу без специальной подготовки, то сварной шов разойдется. Получится брак.
Кузнецы с большим опытом работы изготавливают более сложные станки для изготовления своих изделий. Они дополнительно оснащают «Улитку» съемными элементами.
Разновидности станков
В основном все приспособления, которые предназначены для изготовления деталей из металла при помощи ковки холодного типа характеризуются ручным приводом. По принципу электропривода работают немногие из них, хотя соорудить такую конструкцию можно с каждым из приспособлений. Единственный вопрос относительно привода – это целесообразность, потому как затраты на энергоресурс, который питает агрегат и сложность процесса установки механизма могут не оправдывать себя, если соотносить их с количеством выполняемой работы и ее регулярностью.
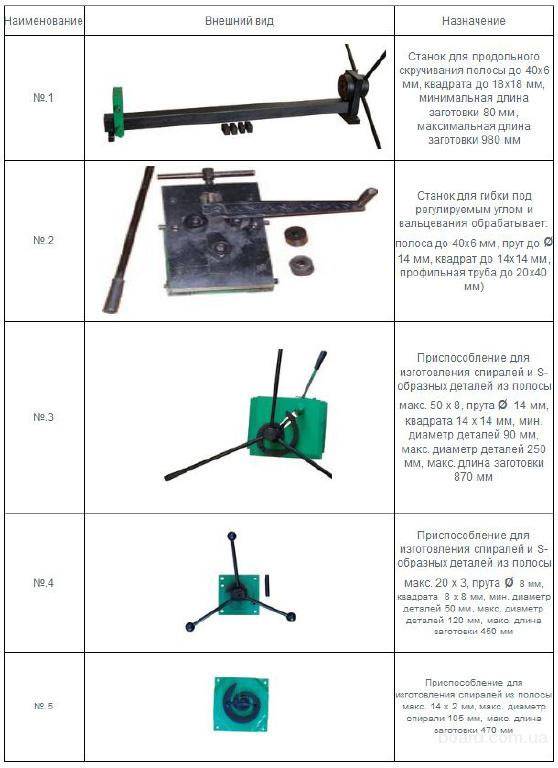
В таблице указаны все приспособления, которые работают за счет привода ручного типа, относящиеся к процессу холодной ковки.
| Устройство | Краткое описание |
| Твистер | При помощи такого устройства происходит закручивание металла, формирование спиралей и завитков, имеющих узкую сердцевину. |
| Станки торсионного типа | При помощи такого станка происходит закручивание прутов винтового типа, а также возможно изготовление спиралей большой величины и филаментов (корзинок, фонариков и луковиц). |
| Инерционно-штамповочные станки | Предназначаются для того, чтобы изготавливать соединительные части меду декоративными составляющими, делать узорные наконечники и различный мелкий рисунок и рельеф. |
| Станки для гибки | Существует несколько разновидностей таких станков: нажимного, протяжного и комбинированного типов. Первая разновидность нужна для того, чтобы получать волнообразные изгибы или зигзагообразно изогнуть прут. Протяжная разновидность востребована, когда необходимо изготовить кольцо, завиток или спираль, имеющую широкую сердцевину. Используя комбинированную разновидность можно соорудить любой из перечисленных элементов. |

В КАМНЕ-НА-ОБИ ОСВАИВАЮТ АРХИТЕКТУРНО-ХУДОЖЕСТВЕННОЕ ЛИТЬЕ В ПРОМЫШЛЕННОМ МАСШТАБЕ
00:00, 09 апреля 2010г, Общество
2592
Фото Олег МИКУРОВ
В кабинете директора Каменского металлозавода Виктора Климкина – опытные образцы собственного литья и того, что привезли из Касли. Ему можно позавидовать – человек одержим идеей. О новом деле говорит с подъемом, в глазах – азарт охотника, почуявшего удачу. – Художественное направление мы пока развивать не будем, – говорит он, – а вот архитектурно-художественное – дайте время, будет не хуже, чем в Касли!







Первое, что приходит на ум при упоминании этого уральского городка, – чугунные кони. Миниатюрные копии со скульптур Петра Клодта на Аничковом мосту в Петербурге давно уже стали визиткой каслинских мастеров во всем мире. Но там же льют и ажурные ограды, решетки, ворота…
Мода на затейливые заборы из металла появилась в петровские времена – еще до появления завода в Касли. Красота чугунных узоров Петербурга воспета Пушкиным в знаменитом «Медном всаднике». Архитекторы, работавшие над обликом послевоенного Барнаула, тоже использовали для его украшения элементы фигурного литья. Местные фотографы, желая подчеркнуть родство краевого центра с Северной столицей, любили фотографировать соединительные арки домов на Ленинском проспекте через их узорные ворота. Они и сейчас в целости-сохранности на главной улице города – открывают вход во дворы домов с нечетной нумерацией рядом с Октябрьской площадью. А сравнительно недавно литые чугунные столбы-фонари появились на небольшом участке Ленинского проспекта – от улицы Чкалова до площади Советов – и на самой площади. Есть они и на площади Баварина.
– Такие изделия нам тоже будут по силам, – говорит Климкин в гараже предприятия, куда накануне привезли очередную партию образцов из Касли. – Смотрите: можно сделать столб такой высоты, а можно и надставить – сверху посадить шар-фонарь. Вот узорные двери для камина, а вот чугунный герб, – кивает директор. – Будем его патинировать, то есть делать золотистым. Завтра еду к друзьям в Томск: по отпечатку с этого изделия надо изготовить алюминиевую модель. У томичей есть соответствующее японское оборудование. И уже по этой модели будем формовать.
По словам Виктора Климкина, в портфеле заказов металлозавода уже есть одна крупная заявка на фигурное литье из Кемеровской области – от организации, занимающейся благоустройством. Требуются литые боковины для парковых диванов и пики для заборов. Каменцы надеются, что именно они станут главными поставщиками фигурного литья за Уралом, так как уральские предприятия работают в основном на европейскую часть страны, а в Сибири никто им всерьез не занят. Собственно, с этой новости – о свободной нише – и началась на Каменском металлозаводе, специализирующемся на производстве насосов консольного типа, подготовка к новому производству. Идею примерно полгода назад вбросил один из нынешних жителей края, имевший опыт работы в Касли. Виктор Климкин, сам по образованию инженер-технолог литейного производства, схватил ее на лету.
Пилотное изделие каменских литейщиков в Алтайском крае – ограда для новой школы в Завьялове. В ноябре на заводе начали эксперименты с новым для себя видом литья, а в январе уже смогли изготовить первый ажурный забор. Показать товар лицом не откладывая в долгий ящик каменцам посоветовал генеральный подрядчик стройки. Одна из самых мощных строительных организаций края – КЖБИ-2 – не скрывает заинтересованности в долгосрочном сотрудничестве. Литье как элемент архитектурного украшения значительно дешевле и в ряде случаев эффектнее ковки.
Сейчас на Каменском металлозаводе добиваются повышения качества литья. Как бы внешне ни была хороша школьная ограда в Завьялове – это первый блин и в нем немало дефектов. «Я знаю, что надо сделать, чтобы их не было, – говорит Виктор Климкин. – Думаю, к лету мы добьемся стабильного качества».
На заводе усиленно готовятся к апрельской выставке в Барнауле, посвященной строительству и благоустройству. Каменцы покажут все, что они наработали за последние полгода.
Посмотреть все материалы автора
О прогнозах, а также волне первой и второй
И здоровья прибавляется
Слушая космос
Пример для всех регионов СФО
Вот девчонки и мальчишки взяли сумки, взяли книжки…
Вкусная поляна для воробьёв
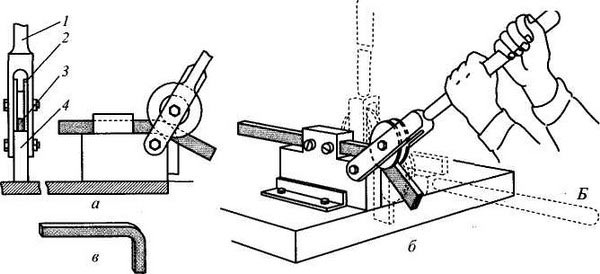
Пошаговое изготовление малогабаритного ручного станка для изготовления завитков
Небольшой станок предназначен для изготовления завитков из полосового проката шириной 20…30 мм. Его несложно сделать самому.
Центр
Сначала изготавливается центр. Для этого отпиливается небольшой фрагмент из кругляка. Заготовку фиксируют в тисках, размечают линию реза. С помощью отрезного диска и углошлифовальной машинки (УШМ) отпиливается заготовка.

Она имеет диаметр 38 мм. Боковая поверхность дополнительно не обрабатывается.

Длина центра составляет 28 мм. Можно и немного больше, но для изгибания полосы шириной 30 мм этого достаточно.

На сверлильном станке сверлится отверстие Ø 8 мм. Его располагают эксцентрично. Такое положение обусловлено тем, что нужно изготовить фиксатор для конца заготовки.

Прорисовывается профиль, который следует удалить с помощью отрезного и зачистного дисков, устанавливаемых на болгарке. Заготовку крепят в тисках и удаляют излишки металла.

Лепестковыми дисками поверхность защищается так, чтобы осуществлялся плавный переход между разными поверхностями фиксатора.

Чтобы в дальнейшем проще фиксировать конец заготовки, нужно просверлить отверстие. Его располагают на радиальной поверхности центра. Сверлится отверстие под резьбу М10.

С помощью набора метчиков нарезается внутренняя резьба. Здесь будет использоваться винт без головки. После фиксации заготовки он спрячется внутри металла центра.

К опорной пластине толщиной 4 мм приваривается центр. На этом работа с его изготовлением завершается.

Изготовление приспособления
Для удобства работы с приспособлением к обратной стороне пластины приваривается вал. Вращая его в специальной оправке, будут вращать улитку.

Наружную поверхность нужно обточить, чтобы сварные швы не мешали свободному облеганию будущих заготовок.

Будущая спираль прорисовывается на пластине. Создается контур, куда ее в дальнейшем приварят.

Из полосы толщиной 4 мм изгибают спираль. Она должна соответствовать проекту.

После проверки спирали по шаблону излишки обрезаются, а саму спираль приваривают к пластине и к центру.

В качестве стойки используется профильная труба 40·40 мм со стенкой 3 мм. На ней сверлят отверстия для крепления элементов станка. С помощью опорных площадок фиксируют подготовленные части.

С обратной стороны видна ручка. Ее закрепили к валу с помощью подшипника. Подготовленная «Улитка» может вращаться.
Проводится проверка работоспособности. За ручку выполняется поворот спирали вокруг оси центра.

Оборудование для горячей ковки
При горячей ковке металла нужно разогреть заготовку до необходимой температуры (показатель зависит от используемого материала). Среди необходимых инструментов, приспособлений, можно выделить три вида оборудования, о которых необходимо поговорить отдельно.
Кузнечный горн
Это приспособление для разогревания обрабатываемого материала. Горн состоит из нескольких ключевых элементов:
- Очаг — емкость для закладки топлива, оборудованная колосником.
- Рабочее окно, через которое закладываются заготовки.
- Дымоход для отвода продуктов горения.
- Отверстия подачи воздуха для равномерного горения расходного материала.
Чтобы не испортить материал, сделать процесс термической обработки более эффективным, нужно использовать качественное топливо для растопки горна. Лучше выбирать коксовый уголь.
Муфельная печь
Чтобы разогреть металлическую заготовку до высокой температуры, применяются муфельные печи. Отличие от горна — наличие муфеля. Он не позволяет разогреваемой детали соприкасаться с топливом, нагревательными элементами.


Наковальня
Ключевое оборудование кузнечной мастерской при горячей ковке. Наковальня представляет собой тяжелый литой элемент, который состоит из нескольких частей:
- Рога, с помощью которых нагретый металл изгибается.
- Наличник.
- Основание с лапами для устойчивого размещения на полу мастерской.
Изготавливаются наковальни по ГОСТам. Вес кузнечного приспособления может достигать 270 кг.



Профессиональное прессовое оборудование
Легче обрабатывается металл в кузнице с применением специальных станков, они легко выполняют разные операции. Профессиональное оборудование включает в набор:
- ножницы — гильотину;
- кривошипные прессы;
- пресс-ножницы;
- листогибочные машины, прессы;
- гидравлические прессы;
- зигмашины;
- молоты;
- прессы для пакетирования металлических и других отходов и бумаги.
Популярными в использовании остаются гильотинные ножницы и листогибы, прессы с гидравликой и молоты. Ножницы для резки листов металла бывают с механическим, пневматическим, гидравлическим приводом с ЧПУ управлением или автоматикой.
Листогиб — это станок для прокатывания листа между вальцами, чтобы придать ему требуемую форму. В зависимости от ее формы используют однопроходный или многопроходный способ. На листогибах штампуется, рихтуется и загибается материал.
Использование пресса с гидравликой оправданно для холодной штамповки и обработки прессованием. Станок дает большое давление при малом усилии, поэтому его популярность в кузнечном деле всегда оправдана. Молот используется для ударов и пластической деформации формы, относится к основному оборудованию кузнечно-штамповочного цеха, отлично штампует листовые и объемные заготовки. Молоты в зависимости от привода различают пневматические, паровоздушные, высокоскоростные газовые, гидравлические, взрывные, электромагнитные и механические.
Изготовление простейшей детали на станке
Отрезают заготовку из полосовой стали в нужный размер. Этот размер обычно уточняют, прорисовывая готовое изделие и его составляющие элементы.
Свободный конец устанавливают в центр спирали. С помощью внутреннего винта производится фиксация заготовки.
Выполняется поворот «Улитки». Заготовка плотно прижимается к направляющим. Тут требуется прилагать определенные усилия, чтобы получать нужный профиль изделия.
Проворачивая приспособление дальше, осуществляют изготовление завитка. При необходимости вставляют другой конец заготовки и производят изготовление замкнутого или разомкнутого завитка.
Обычно другой конец не остается прямым. Его тоже изгибают. Поэтому различают внутренние и наружные обратные завитки. На самом приспособлении с помощью маркера или мела делают отметки. По ним ориентируются, когда изготавливают завитки с требуемыми параметрами.
Как видно из пошагового руководства, используя простой набор инструментов, самодельный станок для изготовления завитков несложен в изготовлении. Сколько он стоит? Его цена определяется стоимостью заготовок. Часто цена минимальная.
Приспособление «Фонарик»
Используется для изготовления из квадратного или круглого прутка элементов в форме «корзинки» или «фонарика».

Устройство и принцип работы
Приспособление делается на базе стандартного торсионного станка. В закрепленные тиски зажимается обрезок трубы с наваренной на торец гайкой большого диаметра, в которой по торцам просверлены отверстия по размеру заготовок.
Затем в противоположных, крутящихся тисках закрепляется такая же деталь. В отверстия соосных гаек вставляются детали заготовок.
Между гайками устанавливается металлический вал. Его диаметр должен быть меньше внутреннего диаметра гаек. После путем вращения одного края заготовок изготавливается фигура необходимой формы.
Понятие, особенности, характеристики, технологии холодной ковки
Что собой представляют инструменты и станки для холодной ковки и как они применяются.
Весьма востребованным оборудованием в условиях современной промышленности являются станки для холодной ковки.
В отличие от оборудования, предназначенного для горячей обработки металла, они могут эксплуатироваться как на производстве, так и в домашних условиях. Это прекрасный вариант для малого бизнеса, а также весьма интересное хобби.
Ковкой называется метод обработки металлических заготовок с целью придания им необходимых форм. Причем в том случае, когда речь идет о холодной ковке, неподогретые заготовки одновременно гнутся и прессуются. Это делает материал максимально прочным, вследствие чего готовые изделия по показателям надежности и износостойкости превосходят детали, создаваемые методами штамповки или отливки.
Вот почему холодная ковка широко используется для создания:
- Элементов фасадов зданий (перил, балконных ограждений, козырьков и т.д.);
- Защитных решеток для окон;
- Заборов или отдельных элементов заборов и калиток;
- Элементов интерьера;
- Декоративных изделий.
Причем, для того чтобы наладить этот технологический процесс обработки металла, необходимо закупить полный набор ручного инструмента и оборудования.
Будьте готовы серьезно подойти к выбору станков для холодной ковки. Ведь вам понадобится не только специфическое, но и универсальное металлообрабатывающее оборудование.
А чтобы проще было определиться с решением этого вопроса, рекомендуем обязательно заглянуть на выставку «Металлообработка», которая пройдет в «Экспоцентре» весной.
Это уникальное мероприятие, которое должен посетить каждый предприниматель или потребитель, которого интересует оборудование, оснастка, инструменты для металлообработки, и в частности для холодной ковки.
Как сделать станок торсион?
Для такого инструмента холодной ковки подготовьте:
- листовую сталь;
- тиски;
- болгарку;
- крепежи — гайки с болтами;
- понижающий редуктор;
- электродвигатель;
- цепь;
- сварочный аппарат;
- двутавр.
Чтобы быстро собрать станок, придерживайтесь следующей последовательности действий:
- Возьмите в качестве основы двутавр.
- Приварите с одной стороны к нему стальной лист.
- К нему закрепите тиски — приварите и закрепите болты с гайками.
- К тискам приварите пластины сверху и снизу — это исключит выскальзывание металла при натяжении.
- С другой стороны двутавра закрепите ролики, а на них установите платформу.
- Сверху на этой конструкции установите и закрепите еще одни тиски, но с подвижной центральной частью.
- Сверьте, чтобы оба узла по разные стороны двутавра располагались на одной высоте.
- Приделайте ручку из стальных прутков — обод, прокручиванием которой вы и будете загибать металл.
- Соедините асинхронный двигатель с понижающим редуктором болтами.
- С обратной стороны рабочего узла — обода штурвала, торсиона протяните цепь.
- Закройте ее кожухом из стали.
Видео
В этом видео наглядно показана конструкция торсиона к собранном виде и принцип работы на таком станке. Внимательно ознакомьтесь с ним, чтобы облегчить себе работу.





