

Введение в тему
Полипропилен дешевле металлических деталей и систем, но прослужит достаточно долго. По этому параметру он не так уж отстает от деталей, выполненных из металла.
Системы из полипропилена устойчивы к коррозийным изменениям, весят достаточно мало и легко монтируются без применения дополнительных механизмов.
Сборку можно провести в одиночку, однако наличие помощника сократит время монтажа. Это может сделать даже несведущий в таких работах человек. Достаточно выполнить все правила и следовать инструкциям.
Они различаются по набору химических элементов в составе, технологиям процесса производства, но сварочная методика работы с ними едина.
Далее представлена информация по правилам работы со сварочными инструментами и принципы их использования. А также характерные особенности процесса полимерной сварки и спецоборудования для ее проведения.
Инструкция по сварке
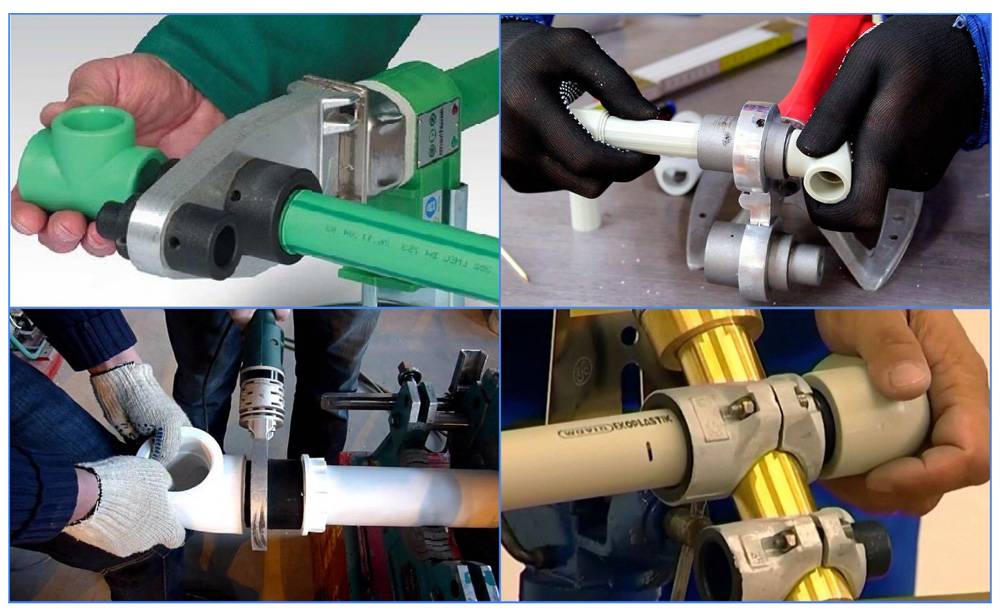
В бытовых условиях пайка полипропиленовых фитингов и труб в единую конструкцию чаще всего выполняется методом термической полифузии. После нагрева специальным прибором трубы быстро соединяются. Работы, в соответствии с технологией, выполняются поэтапно.
Подготовка
На подготовительном этапе разрабатывается проектная документация, в которой обязательно указывается выбранная схема трубопровода. Правильно определяются места фиксации системы к стенам, а при необходимости посредством строительного инструмента пробивается требуемое количество крепёжных отверстий.
Размечать и затем нарезать полипропиленовые трубы на отдельные элементы нужно в строгом соответствии с заранее подготовленной схемой, а также натурными замерами. Такое несложное мероприятие позволит убедиться в точности выполненной разметки.
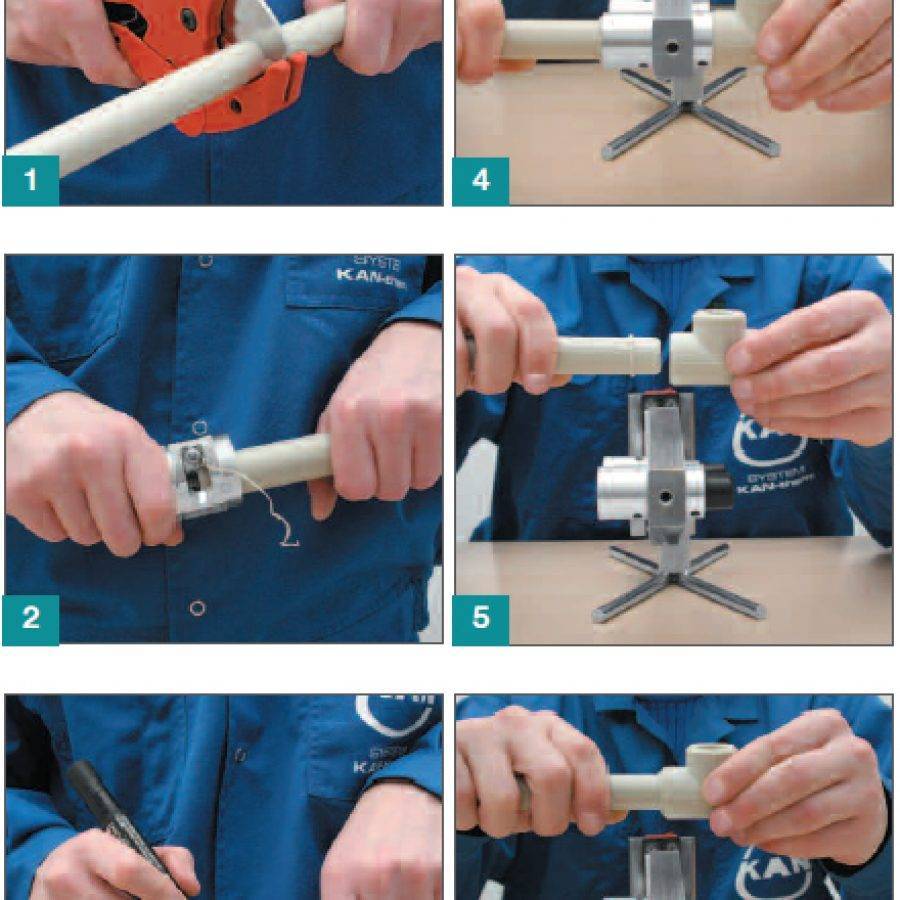
Выложенные на максимально ровной поверхности отрезки труб должны повторять правильную последовательность соединений. Фольгированные части с торцов удаляются торцевателем, после чего на выбранных концах маркёром отмечается глубина вхождения в фитинг.
Нагрев
Рабочую температуру нагревателя на паяльном устройстве нужно выбирать в зависимости от технических характеристик труб. Процесс пайки трубопроводов, имеющих алюминиевое армирование, следует производить при температурных показателях насадки в пределах 260-300оС.
Используемое в работе паяльное оборудование перед сваркой должно набрать температуру нужной величины, поэтому терморегулятор устанавливается в соответствующее положение, а вилка самого прибора включается в розетку электрической сети.
О готовности сварочного аппарата к сварке полипропилена сигнализирует переключение на приборе специальной подсветки. На разных моделях оборудования варианты сигнального оповещения имеют отличия. Чтобы не ошибиться в правилах эксплуатации устройства нужно внимательно изучить прилагаемую производителем инструкцию.
Сварка

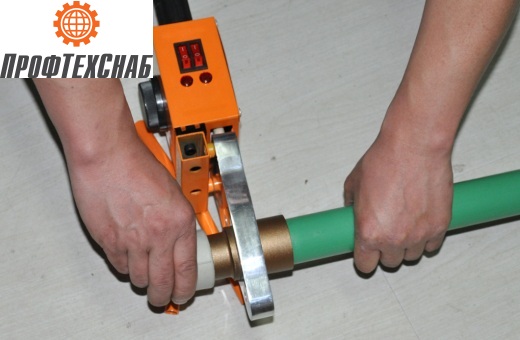
Правильная работа – это одновременный нагрев паяльным устройством конца полипропиленовой трубы и фитинга. При этом используемый фитинг располагается на специальном насадочном дорне, а труба с небольшим физическим усилием вставляется в гильзу. Глубину вхождения нужно в обязательном порядке контролировать в соответствии с нанесённой на ППР трубу маркерной разметкой.
| Диаметр (мм.) | Глубина сварки (мм.) |
| 20 | 14,0 |
| 25 | 16,0 |
| 32 | 20,0 |
| 40 | 21,0 |
| 50 | 22,5 |
| 63 | 24,0 |
| 75 | 28,5 |
| 90 | 33,0 |
| 110 | 39,0 |
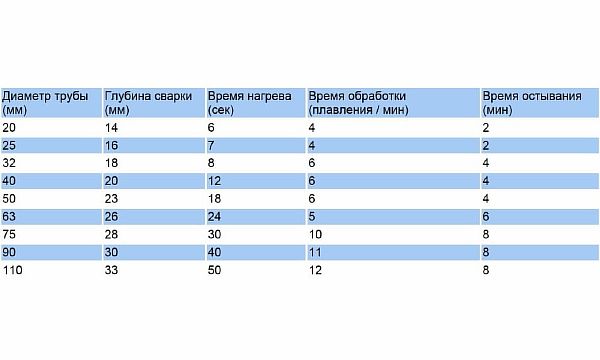
Стандартное время нагрева всех соединяемых элементов подбирается в зависимости от их диаметра. Объединять полипропиленовые трубы и фитинги необходимо достаточно быстро, благодаря чему предотвращаются температурные потери нагретого материала. Стыкование элементов осуществляется посредством ровного поступательного движения без вращения.
Соединённую конструкцию трубопроводного участка следует надёжно фиксировать до момента набора состыкованными полимерными элементами максимальных показателей прочности. Как показывает практика, система схватывается в течение 10-20 секунд (зависит от D трубы). Идеальный вариант – сохранение зафиксированного положения до полного охлаждения участка соединения.
| Диаметр (мм.) | Время остывания (сек.) |
| 20 | 3 |
| 25 | 3 |
| 32 | 4 |
| 40 | 4 |
| 50 | 5 |
| 63 | 6 |
| 75 | 8 |
| 90 | 10 |
| 110 | 10 |
Зачистка
После того, как будут закончены все сварочные работы, и полностью остынет материала в узлах соединений, участки стыкования аккуратно зачищаются от естественных пластиковых наплывов. Такое мероприятие позволяет придать сварным конструкциям аккуратный и эстетичный облик.
С этой целью можно использовать острый нож, но зачистка должны выполняться очень аккуратно. Следует помнить, что чрезмерное количество наплывов полимерного материала вполне может воспрепятствовать плотной посадке трубопроводных элементов в крепёжные клипсы.
Важные дополнения
Безусловно, для сварки полипропиленовых труб нужно применять только специальные приборы, а в бытовых условиях лучшим вариантом станет простое ручное оборудование с минимальным количеством стандартных насадок.
Некоторыми производителями в одном приборе устанавливается сразу два нагревателя, которые оснащены отдельными включателями. Нет нужды использовать одновременно оба нагревателя, потому что может произойти перегрев пластика и перегрузка электрической сети.
Сегодня к самым лучшим, хорошо зарекомендовавшим себя маркам приборов для сварки полипропиленовых труб (по мнению специалистов и пользователей) можно отнести: Candan Сm-03, Elitech СПТ-1000 и Elitech СПТ-800, Wester DWM-1500, Prorab 6405-К, BRIMA TG-171 и Gerat Weld 75-110.
Технология сварки труб из ПВХ полипропилена
Работа с полипропиленовыми трубами требует соблюдения некоторых рекомендаций. Правильно установленное соединение герметичное и выдерживает высокое давление.
Сварка при отрицательных температурах
Сложно получить хорошее качество сварки при низких температурах. Производители труб из полипропилена не рекомендуют проводить сварочные работы при температуре воздуха ниже +5 градусов. При температуре ниже 0 пластик становится хрупким, спайка может быть негерметичной. Это приведет к протечкам или разрыву трубопровода. В холодное время года место, где проводится сварка, прогревают – устанавливают палатку с тепловой пушкой.
Можно ли варить изделия разных производителей?
Изготовители пластиковых труб делают акцент на то, что полипропиленовые изделия разных торговых марок спаивать нельзя. Трубы и фитинги разного производства могут отличаться по нескольким параметрам:
- допуском на диаметры;
- скоростью размягчения;
- цветовыми оттенками.
Попытка совместить разные по техническим характеристикам материалы приводит к трудностям при монтаже и становится причиной брака всей конструкции.
Стыковая сварка изделий большого диаметра
При прокладке магистралей сварка пластиковых труб большого диаметра (от 63 мм) производится стык в стык. Данный способ базируется на нагревании и расплавлении торцов труб, и их последующем соединении с достаточным усилием.
Важно, чтобы концы заготовок были идеально ровными. Это дает возможность получить спайку максимальной прочности, неразъемную и способную работать под высоким давлением
Раструбная пайка соединений фитинг-трубопровод
Полипропиленовые трубы диаметром до 40 см варят специальным прибором ручного типа. Состоит из центрирующего устройства и насадок для фиксации заготовок. Концы отрезанного участка трубы зачищают напильником или шлифовальной бумагой. Аппарат разогревают, в него загоняют детали будущего трубопровода и спаивают. Все движения делают быстро и четко, пока материал разогрет до нужного состояния.









Обратите внимание, что при раструбной, или муфтовой спайке наружный диаметр трубы должен быть больше внутреннего диаметра не разогретого фитинга. После сваривания выдерживают время, отведенное на охлаждение, не двигают и не переворачивают элементы во избежание деформации
После сваривания выдерживают время, отведенное на охлаждение, не двигают и не переворачивают элементы во избежание деформации.
Как варить армированные трубы (плюс видео инструкция)
Армированные трубы применяют в системах отопления, прокладке «теплого пола» и горячего водоснабжения.
Перед тем, как приступить к работе с участием армированных полипропиленовых труб, его подготавливают – зачищают алюминиевый слой шейвером. Это необходимо для того, чтобы в процессе эксплуатации при соприкосновении с водой алюминиевая фольга не разрушалась и конструкция не давала протечек.
Фитинг имеет такой размер, в который может войти труба без верхних слоев.
4 Нормативная база сварки встык
Как видно из , до недавнего времени в России была значительная неразбериха с технологией стыковой сварки, поскольку несколько действующих нормативных документов давали собственную ее трактовку, и потому большинство сварщиков предпочитали доверять стройной немецкой технологии DVS. А требования к оборудованию стыковой сварки в России вообще не были определены никаким нормативом.
С начала 2013 г. в РФ начали действовать сразу два нормативных документа:
- ГОСТ Р 55276 – на технологию стыковой сварки ПЭ труб при монтаже водопроводов и газопроводов, на основе перевода международного стандарта ISO 21307;
- ГОСТ Р ИСО 12176-1 – на оборудование для стыковой сварки, на основе перевода международного стандарта ISO 12176-1.
Принятие ГОСТа на оборудование было безусловно полезным. К сожалению, это не значит, что самое низкосортное импортное оборудование сразу отсеялось. Но, во всяком случае, немногочисленные Российские производители оборудования теперь вынуждены работать над качеством, а потребитель получил подсказку по оценке качества приобретаемого оборудования.
ГОСТ на технологию стыковой сварки навел относительный порядок. Во всяком случае, привел к единообразию технологии стыковой сварки ПЭ труб на территории РФ. Но проблемы остались.
ВАЖНО! ГОСТ Р 55276 наряду с традиционным режимом сварки при низком давлении (схожа с DVS 2207-1 и старыми Российскими нормативами) узаконил режим сварки полиэтиленовых труб при высоком давлении, которая раньше применялась только в США. Этот режим предъявляет повышенные требования к оборудованию, зато позволяет заметно сократить время сварочного цикла
ВАЖНО! ГОСТ Р 55276 вряд ли годится для непосредственного использования на стройплощадке, поскольку ориентирован не на сварщика, а на разработчика технологической карты сварки полиэтиленовых труб. ВАЖНО! ГОСТ Р 55276 не решил проблему ограничений, которыми страдали старые Российские нормативы и по сей день страдают все иностранные нормативы
Во-первых, допустимый диапазон температур воздуха от +5 до +45°С, в то время как огромная часть территории РФ вынуждена начинать сварку когда болота замерзнут. Во-вторых, максимальная толщина стенки труб 70 мм, в то время как толщина стенки фактически производимых труб давно перевалила за 90 мм. И в-третьих, материал труб – только традиционный полиэтилен низкого давления (ПНД) с показателем текучести расплава не ниже 0,2 г/10 мин (при 190/5), в то время как для производства труб большого диаметра давно используются нестекающие марки полиэтилена среднего давления с ПТР ниже 0,1 г/10 мин (при 190/5). Для условий, выходящих за проверенные рамки температуры воздуха и толщин стенок, некоторые производители рассчитали технологию сварки полиэтиленовых труб путем экстраполяции действующих нормативов, но эта теоретическая технология пока не проверена долгосрочными испытаниями. Для нестекающих марок полиэтилена технологии сварки труб нет даже в теории. В итоге в условиях, выходящих за ограничения проверенной технологии, в России выполняется около 80% всех сварок!
ВАЖНО! ГОСТ Р 55276 не решил проблему ограничений, которыми страдали старые Российские нормативы и по сей день страдают все иностранные нормативы. Во-первых, допустимый диапазон температур воздуха от +5 до +45°С, в то время как огромная часть территории РФ вынуждена начинать сварку когда болота замерзнут
Во-вторых, максимальная толщина стенки труб 70 мм, в то время как толщина стенки фактически производимых труб давно перевалила за 90 мм. И в-третьих, материал труб – только традиционный полиэтилен низкого давления (ПНД) с показателем текучести расплава не ниже 0,2 г/10 мин (при 190/5), в то время как для производства труб большого диаметра давно используются нестекающие марки полиэтилена среднего давления с ПТР ниже 0,1 г/10 мин (при 190/5). Для условий, выходящих за проверенные рамки температуры воздуха и толщин стенок, некоторые производители рассчитали технологию сварки полиэтиленовых труб путем экстраполяции действующих нормативов, но эта теоретическая технология пока не проверена долгосрочными испытаниями. Для нестекающих марок полиэтилена технологии сварки труб нет даже в теории. В итоге в условиях, выходящих за ограничения проверенной технологии, в России выполняется около 80% всех сварок!
Пред.
2
След.
Типичные ошибки при монтаже
Основные ошибки, которые допускают начинающие мастера при работе с полимерными изделиями:
- Нагревание деталей. В момент нагревания детали должны располагаться в максимально ровном положении. Малейшее смещение может негативно повлиять на эксплуатационные параметры всей сантехнической системы.
- Состыковка полимеризованных концов. Выполняя надавливание расплавленных концов элементов нельзя проворачивать детали вокруг своей оси. Это может привести к тому, что шов получится недостаточно прочным.
- Корректировка соосности. При состыковке элементов допускается лишь легкая корректировка их соосности, продолжительность процедуры которой не более 1-2 секунд.
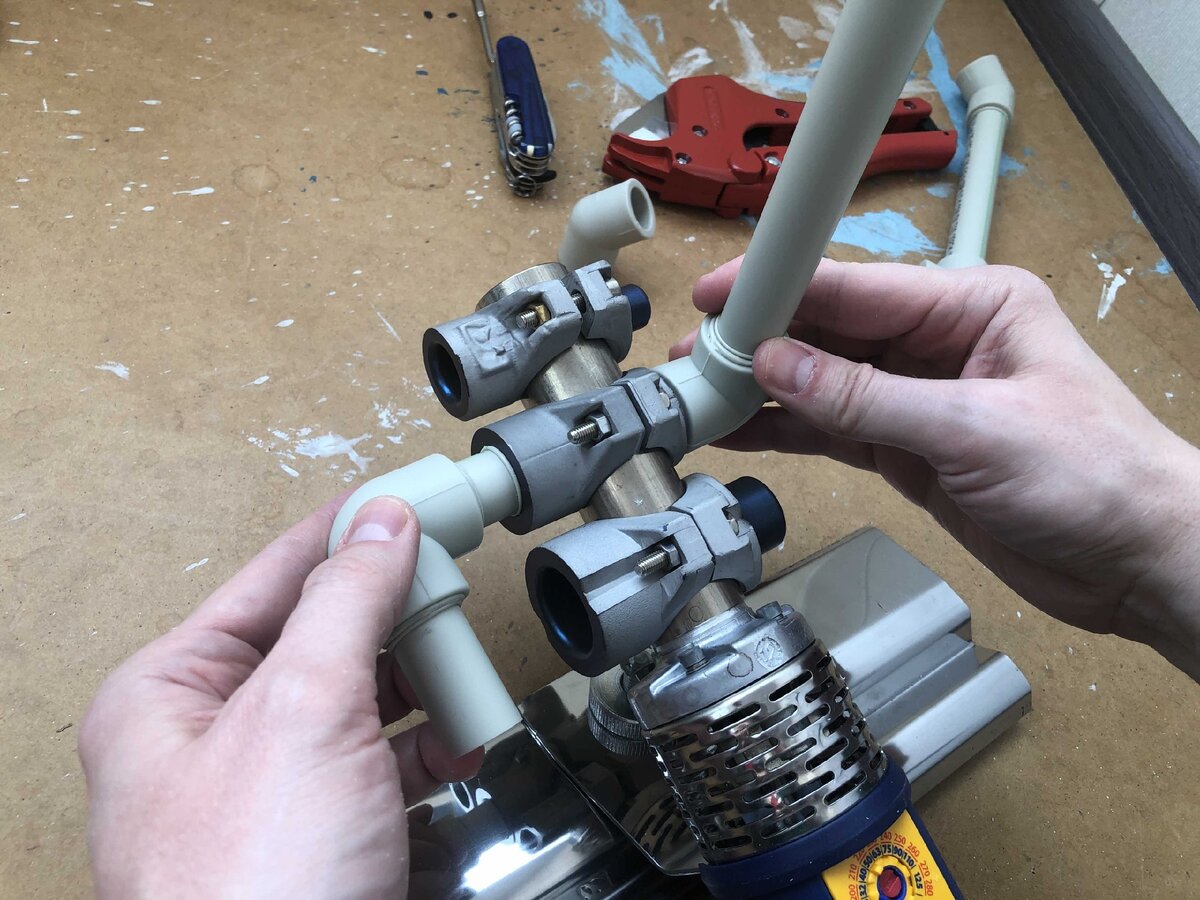
Еще один важный момент: выполняя впаивание фитингов с арматурой, необходимо обязательно учитывать расположение вентилей, обеспечивая им свободный полный ход.
Нагретый полипропилен остывает настолько быстро, что уже через час с момента завершения монтажа в систему можно смело подавать воду
Если после состыковки элементов в качестве какого-либо шва возникли сомнения, место соединения лучше вырезать и заново переделать.
Устранение дефектов лучше выполнить на этапе монтажа конструкции, поскольку заменить протекающий стык в запущенной системе гораздо проблематичнее.
Температурные нормы
Сварка полипропиленовых труб, как уже было указано, должна выполняться по существующим правилам. Все нужно выполнять не спеша и правильно. Все это относиться и к температуре
При обустройстве трубопровода очень важно, чтобы была выдержана не только температура сварки полипропиленовых труб, но и время
К каждому сварочнику прилагается инструкция, где есть все необходимые нормы времени и температуры для изделий из разных материалов. Нарушение этих рекомендаций приведет к уменьшения внутреннего диаметра и сниженной циркуляции воды в системе.






Так же начинающим специалисты говорят, что важно не только просто выбрать температуру в 265 градусов
При работе следует обратить внимание на следующие дополнительные нюансы:
- Диаметр, который имеет трубная система.
- Температуру окружения.
- Длительность прогрева.
Температуре наружного воздуха уделяют особое внимание. При монтажных действиях не избежать небольших перерывов, которые образуются при снятии прогретых деталей и их муфтовой состыковки
Чтобы избежать эффекта быстрого остывания при низкой температуре, конструкцию из полипропилена прогревают немного дольше. Рекомендуемый временной промежуток при этом составляет приблизительно три секунды. Но, в каждом случае это решается индивидуально.
Решая вопрос температурных норм, необходимо принять во внимание диаметры скрепляемых частей. Это так же влияет на продолжительность и градус прогрева
Значительно облегчить данную работу можно, если воспользоваться специальными таблицами. Их можно найти в инструкции к паяльникам, или на нашем сайте.
Раструбная сварка
Аппараты для раструбной сварки так же различаются, всё зависит от того же диаметра трубы. Принято использовать ручной сварочный аппарат, если диаметр не превышает 40 мм. С более широкими трубами лучше всего работать, используя специальный центрирующий аппарат. Каждое такое приспособление имеет различную технологию использования. Способ использования зависит от марки производителя, поэтому рекомендуем тщательно изучить инструкцию по эксплуатации. Инструкция поможет понять, как правильно и более результативно применять вещь.

Чтобы соединить полипропиленовые детали, лучше всего найти аппараты, на которые возможна установка дополнительных насадок. Такие аппараты очень часто встречаются на рынке, сложно не найти. Насадки должны состоять из гильзы, задачей которой является оплавление поверхности трубы и дорна, что предназначен для оплавления внутренней поверхности раструба. За подобными насадками необходим тщательный уход, если хотите, чтобы они прослужили больше одного раза.
Очищать насадки необходимо в горячем состоянии брезентовой ветошью, иначе срок службы заметно снизится. Если у вас есть только деревянные скребки, то можно очистить и ими, главное не давайте насадке остыть. При остывании расплавленная пластмасса возьмется, ее нельзя будет легко и бесследно удалить.

Сварочные аппараты
С конструктивной точки зрения паяльное оборудование немного напоминает самый обычный электрический утюг. Основа представлена массивным металлическим нагревателем, поверхность которого – это съёмные специальные насадки.
Приборы для стыковой сварки полипропиленовых труб обладают более сложными конструкциями. В них, помимо нагревательного элемента, также присутствует система, отвечающая за центровку свариваемых элементов.
Классификация оборудования для сварки пластиковых труб подразделяет устройства на следующие основные группы:
- непрофессиональные ручные аппараты, или «утюги» для пайки ППР труб. Оптимальный выбор для бытового использования (D не более 50 мм). При необходимости используются насадки, имеющие тефлоновую поверхность и позволяющие легко работать с более объёмными трубами;
- механические сварочные аппараты. Такая техника обеспечивает надёжную сварку больших труб, имеющих D 40 мм или более. В конструкцию входят дополнительные элементы в виде приборного блока и гидроагрегата на рамной основе. На боковых частях установлены особые захваты-полукольца с вкладышами.
Характеристики дополнительных аксессуаров и их количество зависят от фирмы-производителя, а также ориентированы на конкретные модельные особенности сварочного аппарата.
Как грамотно паять – важные нюансы пайки:
Если действовать по установленным правилам, то сваривать полипропиленовые трубы и фитинги не сложно. Даже малоопытный и начинающий мастер может легко сконструировать водопровод или отопление из пластика.
Перед тем, как варить своими руками ПП сеть, лучше договориться с кем-нибудь из своих знакомых о помощи. Паять удобнее, когда один человек держит сварочник, а второй состыкует прогретые детали.
Несмотря на большие количество нюансов, которые необходимо выполнить, специальные знания для таких действий не нужны, и каждый желающий может самостоятельно это проделать у себя дома.
Особенности технологического процесса сварки
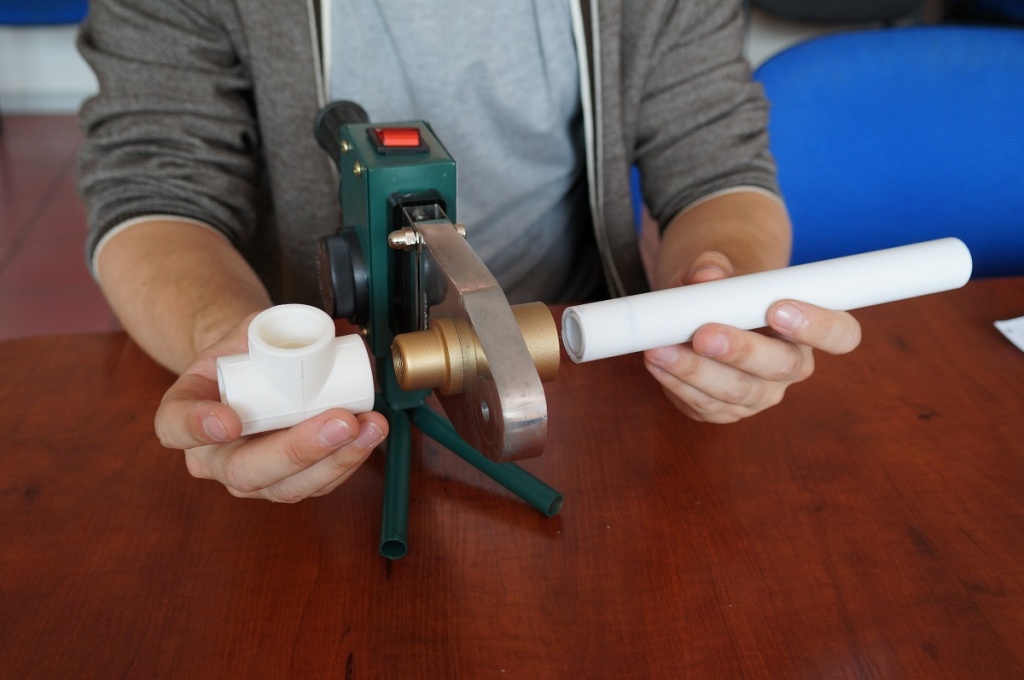
 Сварочный аппарат (паяльник) для сварки полипропиленовых труб с насадками
Сварочный аппарат (паяльник) для сварки полипропиленовых труб с насадками
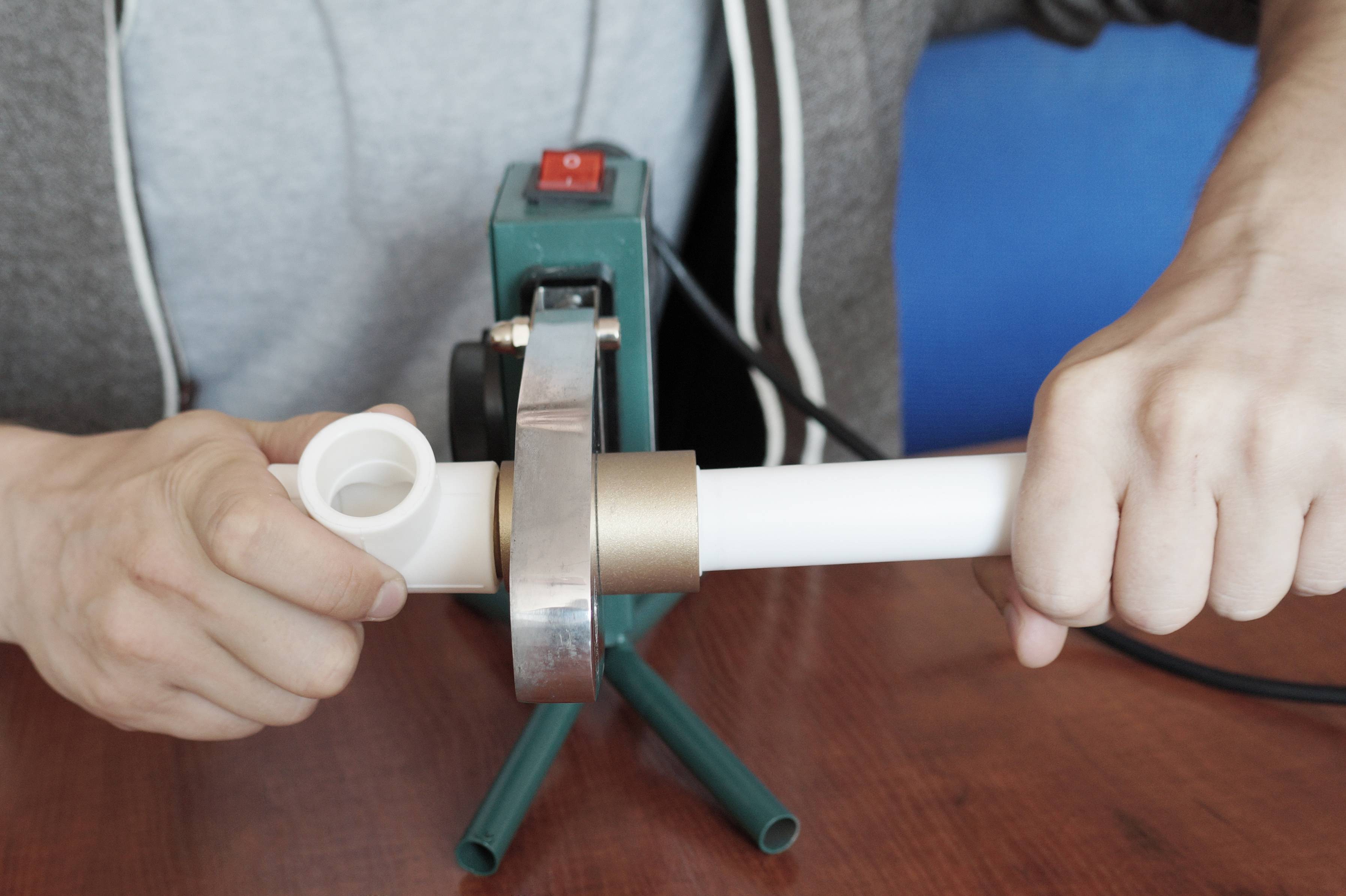
Осталось только определиться, как сваривать полипропиленовые трубы. Перед включением сварочного аппарата в нем закрепляются насадки для фитинга и трубы, а сам аппарат помещается в специальный держатель из комплекта поставки.
Насадка, предназначенная для труб, носит название гильза, а для фитинга — дорн. Чтобы насадки хорошо держались, их следует затянуть шестигранником.
Закрепленные насадки для сварки полипропиленовых труб обязательно протирают спиртом для обезжиривания поверхности. Учитывайте, что любые загрязнения на стыкуемых элементах могут ощутимо ухудшить качество конструкции. А когда насадки будут очищены, аппарат подключается к электрической сети и нагревается до технологической температуры.




![[инструкция] пайка полипропиленовых труб | видео](https://mebel-complect.ru/wp-content/uploads/f/b/d/fbd95af0ee32bd02dd9b752e4e57f628.jpeg)




Полипропиленовые трубы расплавляются при температуре 260°С. Значения температуры следует выставить на регуляторе, а если он отсутствует, то подразумевается, что устройство самостоятельно нагреется до необходимого значения — в этом случае загорается лампочка, свидетельствующая о том, что работы можно начинать. Полностью нагретый аппарат желательно выдержать перед сваркой еще 5 минут.
Во время прогрева устройства желательно подготовить нужный по длине кусок трубы, отрезав его специальными ножницами. При работе режущие кромки должны располагаться строго под 90° к продольной оси трубы
Важно, чтобы ножницы были острыми, поскольку деформация трубы при резке недопустима
Шейвер для зачистки армирования
Трубы, армированные внешним алюминиевым слоем, перед сваркой должны быть зачищены. Для удаления армирования на участке сварки есть специальное приспособление — шейвер.
Перед сваркой полипропиленовой трубы с фитингом следует выполнить предварительную разметку, обозначив карандашом место расположения соединительного элемента относительно прочих водопроводных конструкций. В процессе имеет значение и глубина прогрева трубы. Она зависит от диаметра и составляет 14, 16 и 18 мм для диаметров 20, 25 и 32 мм соответственно.
После того, как глубина соединения и соосность будут обозначены на элементах, и фитинг, и труба обезжириваются спиртом — и после этого приступают к сварке. В процессе проведения работ нужно в одной руке держать фитинг, а в другой — трубу. Трубу вставляют в гильзу, а фитинг надевают на дорн одновременно, после чего выдерживают элементы определенное время для прогрева. Время сварки также зависит от диаметра трубы — трубу диаметром 20 мм выдерживают для прогрева 6 секунд, 25 мм — 7 сек, а 32 мм — 8 сек.
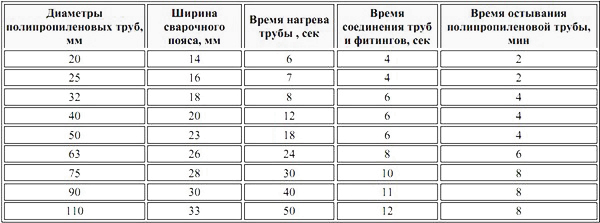 На фото таблица с данными для сварки полипропиленовых труб
На фото таблица с данными для сварки полипропиленовых труб
Прогретые трубу и фитинг соединяют так, чтобы соблюдалась их соосность. Детали при стыковке нельзя вращать, иначе такое соединение может в будущем дать течь
Важно, чтобы продольные оси фитинга и трубы совпадали — никаких перекосов не допускается. Также следует проконтролировать, чтобы внутри фитингов не было наплывов, иначе они могут существенно уменьшить внутренний диаметр
Наплыв при сварке должен образовываться только в одном месте — там, где смыкаются соединяемые фитинг и труба.
 Труба и муфта в «утюге» фиксируются на строго заданное время
Труба и муфта в «утюге» фиксируются на строго заданное время
Чтобы все работы по самостоятельной сварке трубопровода завершились успешно, следует вначале потренироваться создавать качественный шов на небольших отрезках. Для этой цели рекомендуется сразу приобрести фитингов несколько больше, чем нужно. Также не забудьте правильно зачистить и обезжирить стыкуемые элементы. Когда система будет полностью собрана, следует выдержать ее около часа, и только потом заполнять водой для проверочного пуска.
Преимущества и недостатки такой пайки
Рассматривая варианты как спаять без паяльника ту или иную часть полипропиленовых труб можно заметить, что в каждом способе есть свои преимущества и недостатки. К преимуществам такого способа можно отнести:
- Отсутствие необходимости в покупке паяльника, если его нет в наличии;
- Возможность использовать простые подручные средства;
- Экономически выгодный процесс создания соединения, который обходится дешевле, чем при использовании паяльника;
- Возможность работы с трубами любого диаметра, как с самыми мелкими, что достаточно легко, так и с более крупными, что потребует больше терпения и опыта.
Здесь же могут присутствовать и недостатки, так как не зря основным рабочим инструментом является паяльник. К негативным моментам как паять без паяльника полипропиленовые трубы относятся следующие пункты:
- Низкая технологичность процесса, которая создает определенные ограничения на ремонтные работы в некоторых областях;
- Здесь сложнее добиться высокого качества за счет того, что большинство инструментов напрямую не предназначено для данной работы;
- Сложно работать с труднодоступными местами, к которым легко можно добраться паяльником;
- Возможность возгорания близлежащих предметов при использовании газовой горелки и баллонов.





