

Сколько стоит сварочный инвертор
Купить прибор для сварки полипропиленовых труб или набор с насадками можно практически в любом городе, расценки будут зависеть от типа устройства и количества насадок. К примеру, сварочный инвертор «Кобра» российского производства обойдется примерно в 3000 рублей, а пистолет для полипропиленовых труб Dytron SP-4a (Чехия) – 5000 рублей.
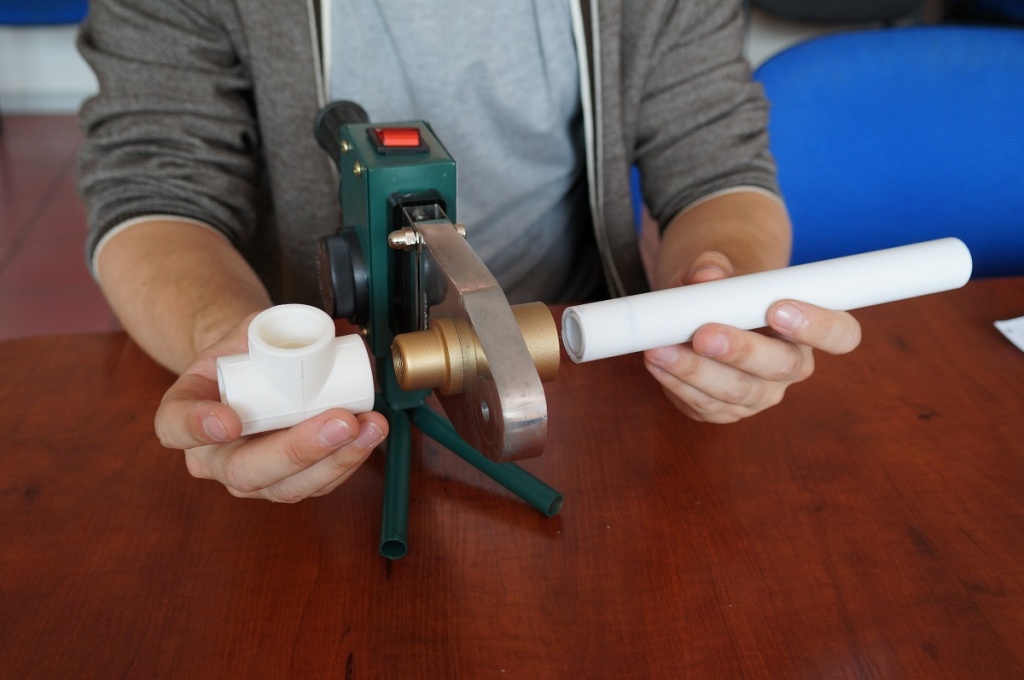
Фото – набор для сварки с насадками
Предлагаем рассмотреть, какова цена на сварочный утюг Candan СМ–03 (Турция) для полипропиленовых труб:
| Город | Стоимость, рубли |
| Барнаул | 2700 |
| Екатеринбург | 2700 |
| Уфа | 2800 |
| Москва | 3000 |
| Воронеж | 2800 |
| Санкт-Петербург | 3000 |
| Челябинск | 2800 |
Рекомендации для успешной работы
Рассмотрим советы и рекомендации, которые помогут выполнить работу качественно:
- Рекомендуется приобретать соединительные детали и трубы преимущественного одного производителя. Это важный пункт, поскольку у каждого производителя своя технология изготовления этих элементов. А это означает, что температура плавления у деталей может различаться, что не годится для монолитности конструкции.
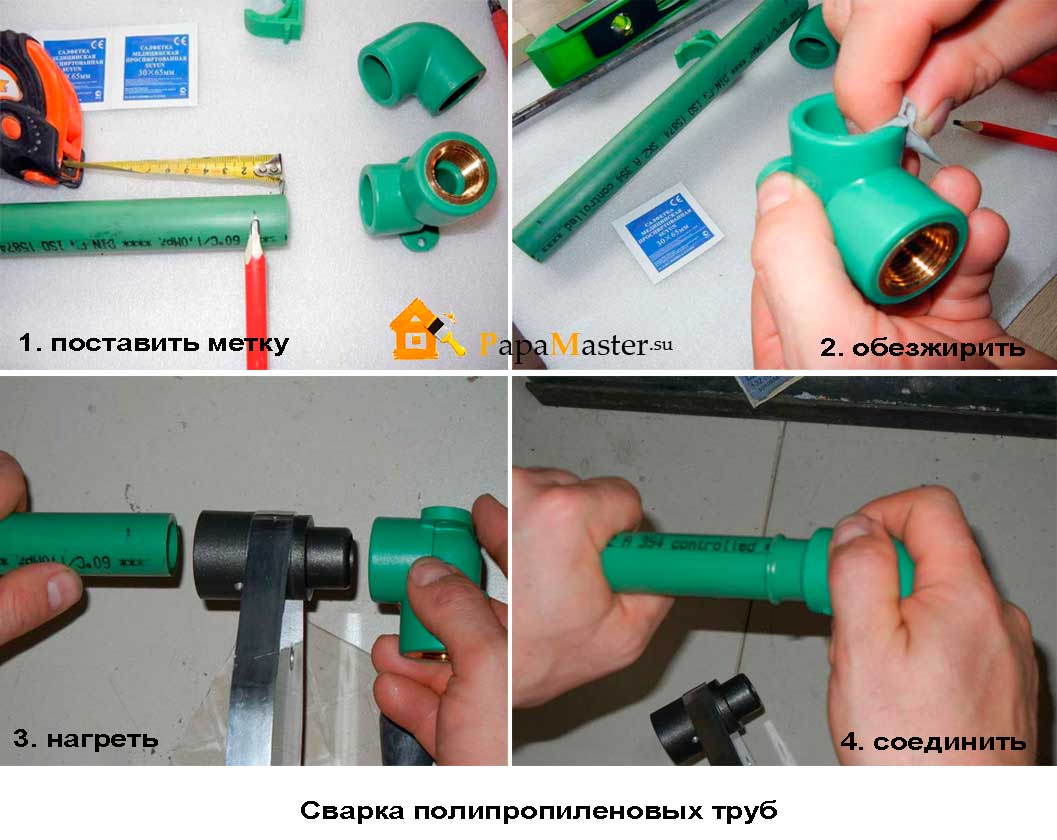
- Перед основной работой детали нужно очистить и обезжирить, что позволит избежать нарушения качества соединения.
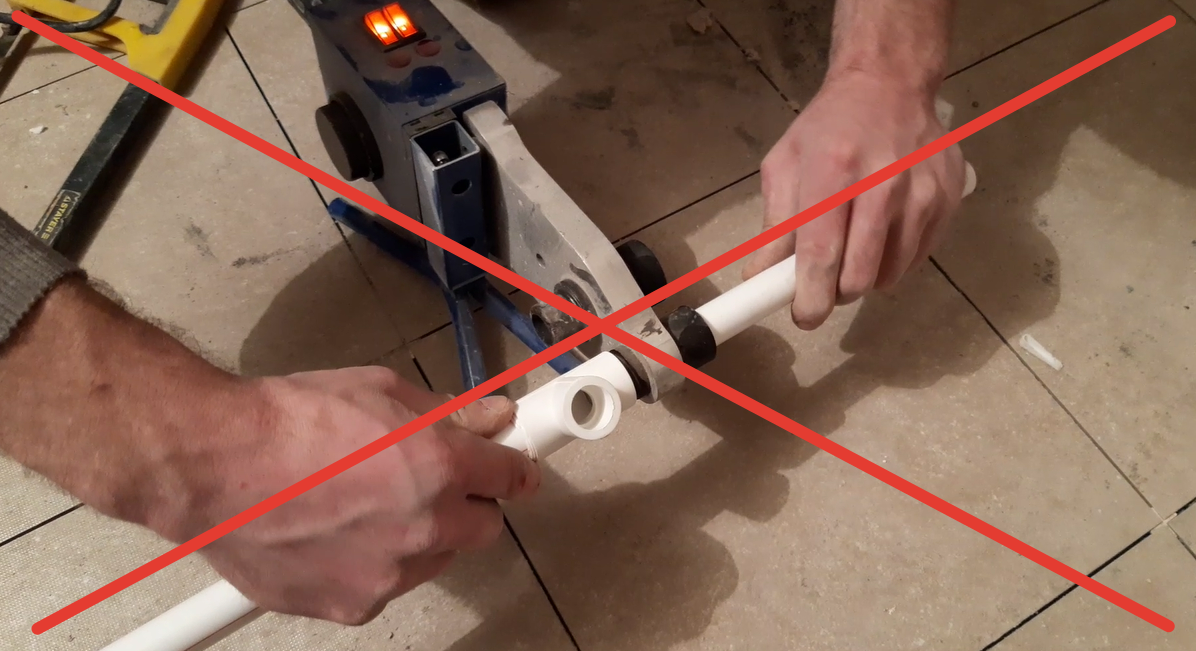
- Попрактикуйтесь вначале на отрезках труб, чтобы знать, какие усилия требуется прикладывать для получения ожидаемого результата. Заметьте: трубу, вставленную в фитинг, нельзя ни в коем случае поворачивать, это нарушит прочность соединения, поскольку поверхности деталей соберутся волнами.
- Если вы выбираете качество, не стоит экономить! Хорошая продукция прослужит дольше, на чем вы сэкономите в будущем.
- Если температура в помещении ниже +5°С, не нужно рисковать и начинать работу, потому что ее эффективность значительно снижается. Соединения в данном случае будут хрупкими, а соединительным деталям будет требоваться дополнительный нагрев. А это чревато ненужным плавлением и деформацией элементов.
Как соединить полипропиленовые трубы без паяльника
Иногда под рукой паяльника нет и взять его в аренду не получается. Для этого есть несколько альтернативных способов.
Газовая горелка
Покупка газовой горелки дешевле, чем покупка паяльника. Особенно если вам нужно соединить стыки один раз. Нужно знать какой газ использует устройство и подключение баллона.

Таким способом можно варить трубы разного диаметра и толщины стенок. Но использование этого прибора требует большого терпения, внимательности и аккуратности.
Первые этапы по разметке и разрезке материала точно такие же, как и при работе с паяльником (не забывайте оставлять место для соединения). Но когда доходит дело до самого процесса, разогревать трубу и фитинг следует одновременно. Когда стыки будут соединены, следует немного подождать, пока разогретая масса не остынет.
Паяльная паста
Паста состоит из следующих компонентов:
- Флюс;
- Порошкообразный припой;
- Смазка.

Такой способ называют холодной пайкой. С помощью этой массы сваривают не только трубы (проводка, пластик лёгкий металл и т.д.) Т.е., если надо спаять какую-то вещь, а паяльника под рукой нет.
Существуют пасты, внутрь которых добавляют серебро. Это улучшает их качество и позволяет сваривать более тяжёлые материалы. В этом случае сам материал становится податливым.
К основным характеристикам пасты относится:
- Клеящее качество вещества, из-за чего две половинки соединяются;
- Вещество должно быстро расслаиваться, но при этом сам процесс обязан противостоять окислению;
- При нанесении на любую поверхность масса должна быть вязкой, но сохранять деформацию;
- Она не должна никак влиять на материал (например, разъедать его или искажать характеристики);
- Как только паста затвердеет, её можно будет легко смыть;
- Вещество смывается растворителями;
- Она не должна растекаться, а находиться чётко в своих границах.
Чтобы соединить два стыка при помощи пасты, следует соединить их, нанести вещество и подогреть участок (можно использовать зажигалку или спички). Паста должна распределяться по соединению двух изделий равномерно. Как вещество затвердеет, следует удалить оставшийся флюс.
Паяльная лента
Этим способом очень часто соединяют проводку. Но для пластиковых изделий она тоже подойдёт. Для этого необходимо:
- Удалить все лишние вещества с помощью спиртовой настойки;
- Обмотать два стыка лентой;
- Рабочее место следует подогреть с помощью спичек или зажигалки;
- Немного подождать, пока материал не остынет;
- Оставшийся флюс и частички гари следует удалить с помощью растворителя.

Все способы хорошо соединяют трубы, но эти варианты не более, чем альтернатива паяльнику. Если найти нагревательный инструмент, лучше использовать оригинальное средство для соединения пластиковых изделий.
Подготовка к работе
Разобравшись с несложной теорией можно приступать к практическим работам. В самом начале нужно очистить и обезжирить поверхности под посадку труб. Необходимо проверить сами изделия на наличие брака: нет ли отклонений, трещин, овальной формы или разной толщины стен.
Стоит обратить особое внимание: необходимо, чтобы размер диаметра фитинга был меньше, чем внешний диаметр трубы. Когда соединительный узел собран без пайки, это яркий показатель дефекта фитинга или трубы
Если же фитинг имеет резьбу, то он нуждается в тщательной проверке.
Предварительно стоит нарезать трубы необходимой длины с помощью специального резака. Главное, чтобы срез был перпендикулярен самой трубе. В случае если изделие армированное, то, используя шейвер, зачищается поверхность под посадку. На следующих этапах работа с армированными трубами будет такой же, как и с обыкновенными. Также можно обработать сверху ту часть трубы, которая служит местом соединения, чтобы при соединении с фитингом она не задиралась. Разумеется, стоит избавиться и от заусениц с помощью ножа, если они имеются.
Подготовка сварочного аппарата. Для начала его нужно поставить в удобное место и хорошенько закрепить. Далее, можно надевать насадки подходящего размера и прикрепить их винтами. Только после всего этого можно подключить его к электричеству. Затем нужно подождать, пока инструмент нагреется (чаще всего это происходит в течение десяти минут) и индикатор подтвердит его готовность. Нужно очистить насадки ветошью.
В том случае, если монтаж нужно будет осуществлять в трудном месте, например, под потолком, то стоит сразу обдумать, куда девать паяльник после нагрева стыковочных деталей – потому что руки не будут свободны. В таком случае лучше всего иметь помощника, который будет держать сварочный аппарат. Но если такого нет, то можно подготовить удобный крючок.
Пайка полипропиленовых труб: требование правил безопасности
Работа со сварочным устройством для ПП-труб не представляется сложной, тем не менее, на данном технологическом процессе существует риск получения термических и электрических травм, а также имеется возможность отравления сварочными парами.
Перед тем как паять полипропиленовые трубы сварщик должен иметь защитную спецодежду, рукавицы и обувь, а также проверить работоспособность сварочного аппарата: отсутствие видимых повреждений на кабельной линии и корпусе паяльника. На рабочем месте должна быть аптечка с минимальным набором медицинских средств, в том числе от ожогов, бинты и лейкопластырь.








В целях безопасности монтаж выполняется на свободной площадке. Для того, чтобы объединить часть трубы в 1 м, необходим запас площади в 2 м2. При выполнении сварочных работ рабочая зона не должна иметь посторонних предметов, проходы должны быть свободными. Поэтому при сварке сложных конструкций, приходится часто переворачивать трубы, поэтому нужно быть особенно осторожным, чтобы не перевернуть паяльник. Надо знать, что при нагреве ПП-труб формируются ядовитые пары. Для того чтобы их не вдыхать потребуется частое и тщательное проветривание рабочего помещения.
Обезжиривание торцов свариваемых элементов
К сожалению, это требование многие начинающие специалисты игнорируют. Да стык можно сделать и без этой процедуры. Но, профессионалы предупреждают, что его качество будет меньшим в разы.
До начала сварки полипропиленовых труб своими руками нужно протереть изнутри фитинг и трубную заготовку снаружи. При этом удаляются абразивные образования и пыль, а эти вещества портят покрытие насадок сварного оборудования.
Таким же образом обрабатывают сами насадки. Но, перед процедурой сварки полипропиленовых труб их осматривают на наличие остатков расплавленного пластика. Если таковой присутствует, то его немедленно надо удалить.
Некоторые нюансы
После того, как трубы будут соединены, на определенных участках необходимо выполнить их крепление. При нагревании системы отопления трубы начнут расширяться. Если не будет креплений, то трубы начнут провисать. Для систем отопления лучше всего использовать армированные трубы. Они состоят из двух слоев полипропилена, между которыми помещена алюминиевая прослойка. Она позволяет ограничить линейное расширение труб при нагревании.
На сегодняшний день не составит проблем найти на рынке или специализированном магазине все необходимые детали для качественного выполнения системы отопления из полипропиленовых труб своими руками. Стоит отметить, что полипропилен намного дешевле и практичнее стальных или чугунных труб.
Залог успешной и качественной работы лежит в правильности и аккуратности проведения всех работ. Новичкам рекомендуется попробовать на примере двух отдельных кусков труб выполнить сварку. С первого раза может и не получиться, так как требуется определенная «хватка».
Если нет уверенности в том, что самостоятельно удастся выполнить работу, то лучше доверить ее специалистам, которые имеют опыт и нужный инструмент. Помните, что система отопления требует качества на долгие годы. Ведь на ее выполнение тратится много средств. Недопустимо терять материал и деньги по причине неправильного выполнения работ.
Виды и назначение
Трубы из полипропилена могут быть четырех цветов — зеленые, серые, белые и черные. Отличаются характеристиками только черные — они имеют повышенную стойкость к ультрафиолету и используются при прокладке системы полива по грунту. Все остальные имеют схожие характеристики и прокладываются в помещениях или закапываются в грунт.
По назначению полипропиленовые трубы бывают следующих видов:
- Для холодной воды (температура до +45°C). Отличить их легко по продольной полосе голубого цвета.
- Для горячего водоснабжения (нагрев до +85°C). Отличительная черта — полоса красного цвета.
- Универсальные (максимальный нагрев до +65-75°C в зависимости от производителя). Наносится две полосы рядом — голубая и красная.
Цвета на характеристики не влияют
Как для холодной, так и для горячей воды есть трубы с разными характеристиками. Отображается это в маркировке:
- PN10 используются исключительно в системах холодного водоснабжения ( до +45°C) с низким давлением (до 1 МПа). Имеют небольшую толщину стенок. Для многоэтажек не подходят.
- PN16. Часто маркируются как универсальные, но чаще используют для холодной воды — выдерживают нагрев среды до +65°C и давление до 1,6 МПа.
- PN20. Толстостенные трубы, которые могут транспортировать среду с температурой до +80°С, выдерживают давление до 2 МПа. Используются при разводке горячей воды и системы отопления.
- PN25. Это армированные полипропиленовые трубы (фольгой или стекловолокном). За счет наличия армирующего слоя часто имеют меньшую толщину стенок, чем PN20. Температура нагрева среды — до +95°C, давление — до 2,5 МПа. Применяются для горячего водоснабжения и отопления.
Все они выпускаются разных диаметров — вплоть до 600 мм, но в квартирах и частных домах используются, в основном, размером от 16 мм до 110 мм
Обратите внимание, что указывается внутренний диаметр, так как толщина стенок может быть разной
Сварочные аппараты для ПП-труб
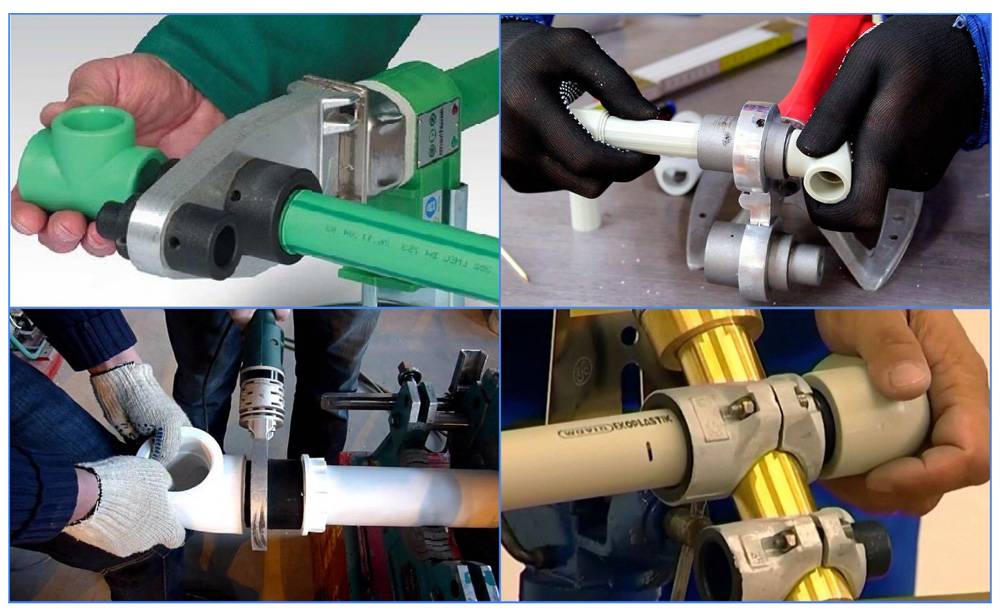
Ввиду того, что все трубные соединения из ПП-материала выполняются методом сварки, для их соединения потребуется специально предназначенный сварочный аппарат. Общеприменимые варианты для таких сварочных работ:
- С нагревателем, имеющим круглое поперечное сечение;
- аппарат, снабженным плоским нагревательным элементом.
Последнюю модель в быту называют «утюгом» вследствие определенного внешнего сходства с популярным домашним устройством. Различные сварные аппараты, по сути, не имеют принципиальных различий, только внешние конструкционные. В первом варианте трубные тефлоновые насадки надеваются и закрепляются к нагревательному элементу в форме хомутов, а во втором — прикручиваются к греющему элементу с обеих сторон.
Самая главная функциональная часть сварочного аппарата — нагреватель, может быть выполнен в виде различных конструкций и рассчитывается таким образом, чтобы возможно было устанавливать от 2-х до 3-х трубных насадок небольшого сечения. Это даёт возможность сэкономить достаточно времени, выполняя сварочные работы в сетях с трубами до 40 мм. Для бытовых целей специалисты рекомендуют иметь «утюг» тепловой мощностью до 1 кВт. Сварочное устройство с греющими элементами более 1 кВт относится к профессиональному оборудованию и стоит намного дороже.
Как пользоваться сваркой
Перед тем как паять полипропиленовые трубы, паяльник требуется разместить на прямолинейную плоскость. Далее прикрепляются насадки нужного сечения, которые затягивают специальными ключами, идущими в комплекте поставки. Вблизи к краю соединения обязана размещаться насадка, чтобы можно было сваривать конструкцию прямо на стенах. Все разрозненные части трубной системы удобнее будет выполнять на стационарном сварочном оборудовании, что по силам выполнить самостоятельно одному человеку. А комплектовать детали в общую трубопроводную линию на стене потребуется уже с ассистентом.
Профессионально пайку выполняют исключительно после полного прогрева агрегата до технологической температуры, приблизительно через 15 мин после подключения аппарата к сети. Паяльник не рекомендуется отключать от сети на протяжении всего процесса сварки. Два сборочных элемента нагревают синхронно. Пластик, который остается на поверхностях насадок, после снятия узлов удаляют брезентовым материалом, после каждой установки. Не разрешается производить очистку холодных насадок.
Соединение труб армированных алюминием
Требуется соблюдать правила при выполнении сварки полипропиленовых труб с армированием. Усиленный слой создается из алюминия или стекловолокна.
Используются при монтаже систем, перемещающих воду с высокой температурой, потому что под воздействием нагретой жидкости происходит линейное расширение материала и изгиб трубопровода.
При выполнении пайки обязательно проводится удаление алюминиевого защитного материала. Кроме того, этот слой влияет на качество соединения, а время сварки зависит от периода нагрева деталей из полипропилена.
Армированные трубопроводы отличаются увеличенным диаметром. Поэтому использовать стандартные насадки на нагревательном инструменте без предварительной подготовки изделий не получится.
Выполняется путем зачистки деталей. Он не проводится для изделий, усиленных стекловолокном. Они соединяются так же, как и неармированные трубопроводы.



![[инструкция] пайка полипропиленовых труб | видео](https://mebel-complect.ru/wp-content/uploads/d/2/7/d2790af69b7b6fbaf55b4d27672c5a1b.jpeg)




Зачистка выполняется разными методами, потому что существует много технологий армирования изделий из полипропилена. Чаще применяется обработка при использовании шейвера. Он представляет собой металлическое устройство, в виде втулки с лезвиями.
 Шейвер
Шейвер
Инструмент надевается на конец трубного изделия и вращается, что позволяет удалить алюминиевый защитный слой. Процесс осуществляется пока не останется только один пластик.
ПП трубы могут иметь исполнение, когда армированный слой находится посередине толщины стенки. В этом случае применяется торцеватель. Этот инструмент сильно похож на шейвер. Другое расположение и устройство ножей.
Инструмент позволяет сделать ровными торцы и удалить 2 мм армированного слоя, расположенного посередине толщины стенки трубы. Благодаря такой обработке получится выполнить качественную пайку.
Как пользоваться паяльником
Чтобы понять, как спаивать полипропиленовые трубы, нужно разобраться с технологией работы паяльника. Итак, начнем.
- Паяльник нужно установить на ровную поверхность. Устанавливаются необходимого диаметра насадки, затягиваются специальными ключами. Поближе к краю должна устанавливаться насадка, которая потребуется для того, чтобы спаивать непосредственно на стене. Все раздельно расположенные части трубопровода удобнее будет собирать на стационарно расположенном паяльнике, по силам самому. А вот собирать части в цепь на стене нужно будет уже с помощником.
- Правильная пайка должна начинаться только после прогрева инструмента до рабочей температуры, примерно по истечении 10-15 минут после его включения. Помните про номинальную рабочую температуру для того, чтобы качественно проводит спайку.
- Паяльник нельзя выключать из сети на протяжении всей работы, т.е. пока вы все будете спаивать.
- Две детали нужно нагревать одновременно.
- Остающийся на насадках пластик нужно удалять брезентовой ветошью после монтажа каждого фрагмента. Не допускается чистить остывшие насадки.

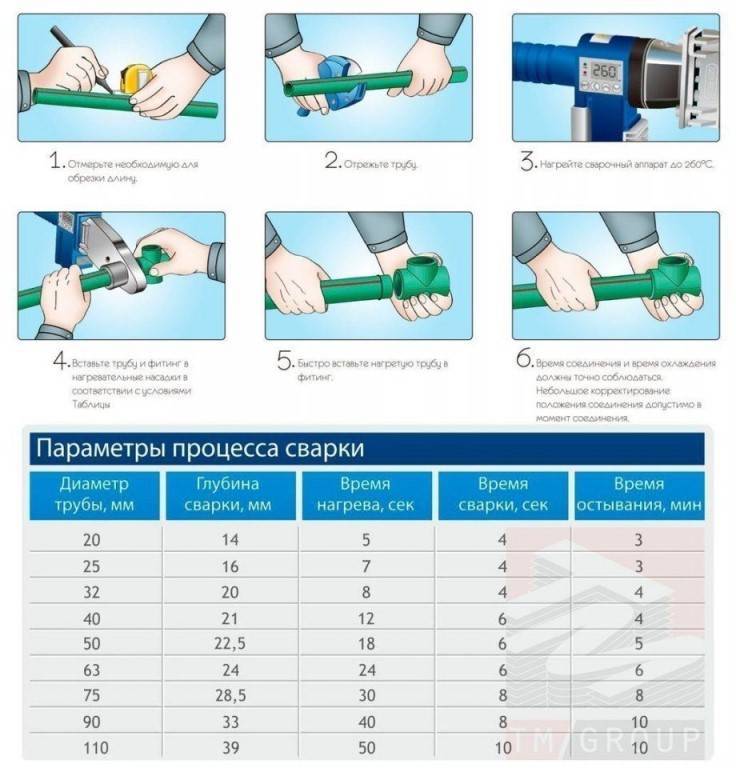
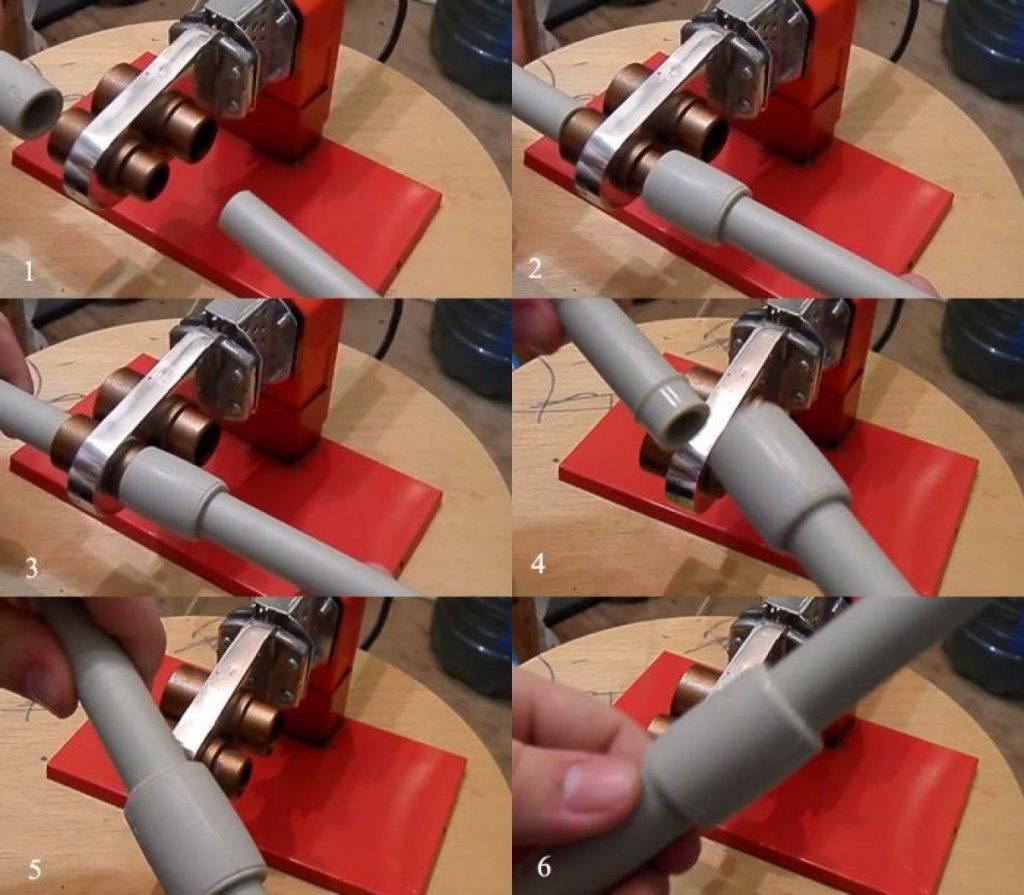
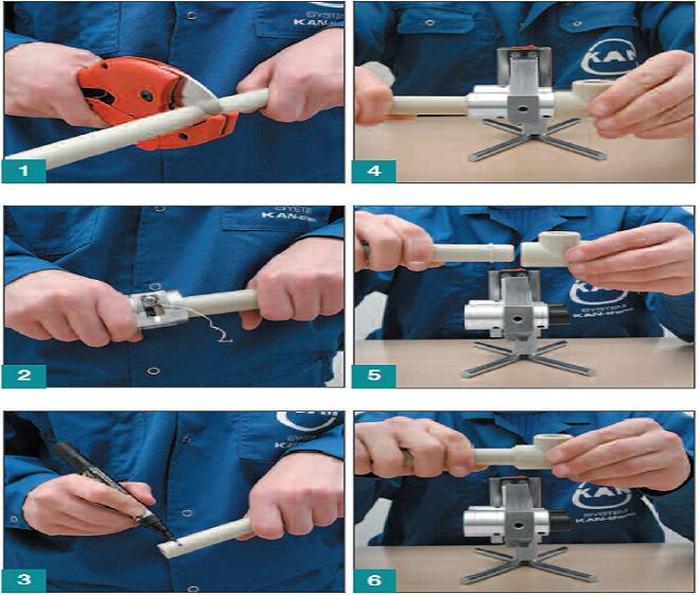
Технология пайки полипропиленовых труб
Далее будут рассматриваться правила пайки полипропиленовых труб .
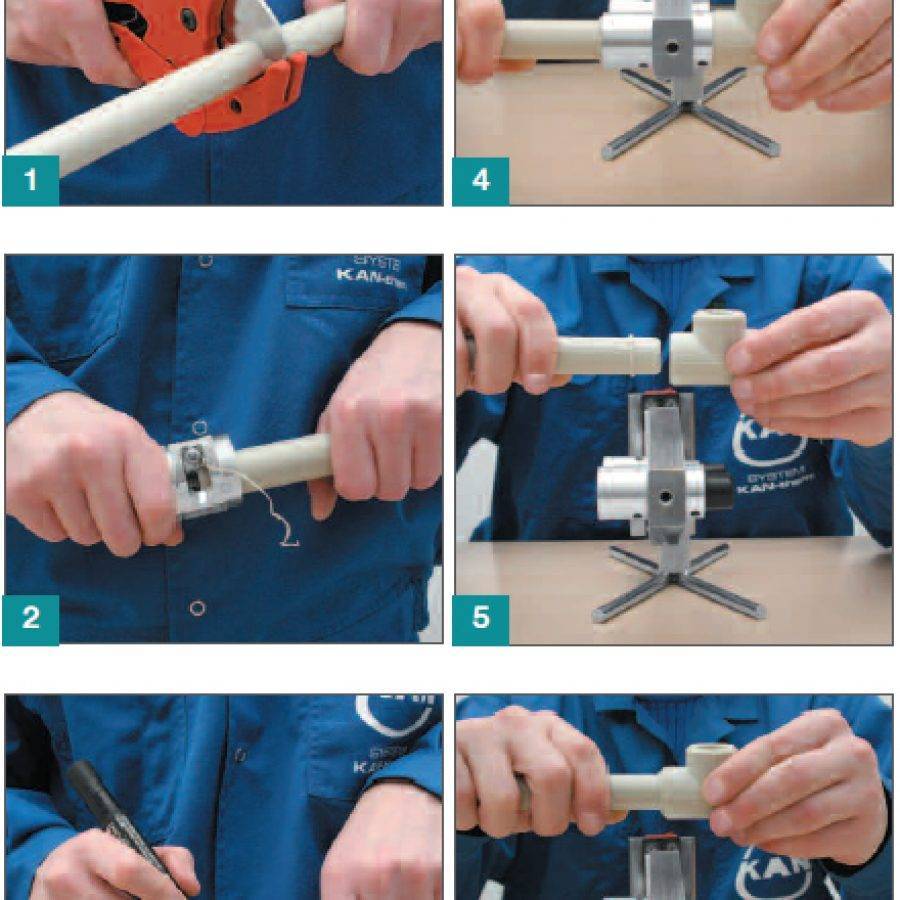
1. Специальными ножницами обрезаете нужный кусок перпендикулярно оси.
2. Выбираете нужного размера фитинг
Здесь обращаем внимание, что не нагретый фитинг должен обладать внутренним диаметром, который будет чуть-чуть меньше, чем наружный диаметр трубопровода
3. Конец трубы и раструб фитинга очищаете от загрязнений, обезжириваете спиртом или мыльной водой и просушиваете.
4. Соединяемые детали устанавливаете на соответствующую насадку на паяльнике. Изделие нужно вставлять на полную глубину сварки в гильзу, а на дорн должен одеваться раструб фитинга.
5. После помещения деталей в насадки необходимо выдержать время нагрева. Здесь нужно действовать в соответствии с данными нижеприведенной таблицы. Поясним, что в таблице указывается время, необходимое для нагрева деталей. Однако данные применимы к температуре воздуха 20°С. Если вы работаете во время более низкой температуры, то нагревать детали нужно дольше, а если во время более высокой, то сокращать. Далее приведена таблица время пайки полипропиленовых труб.

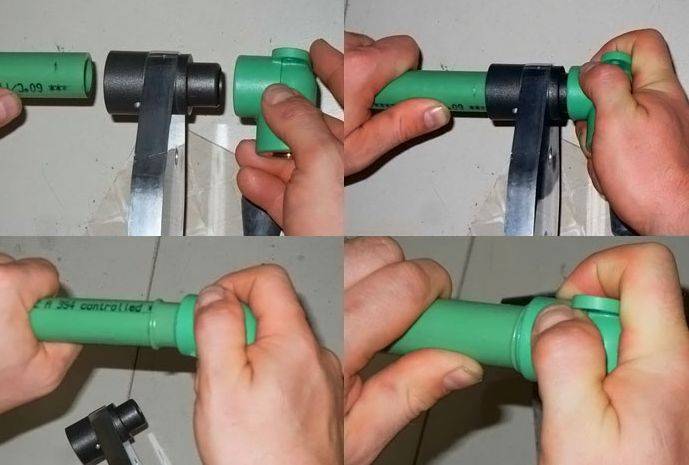
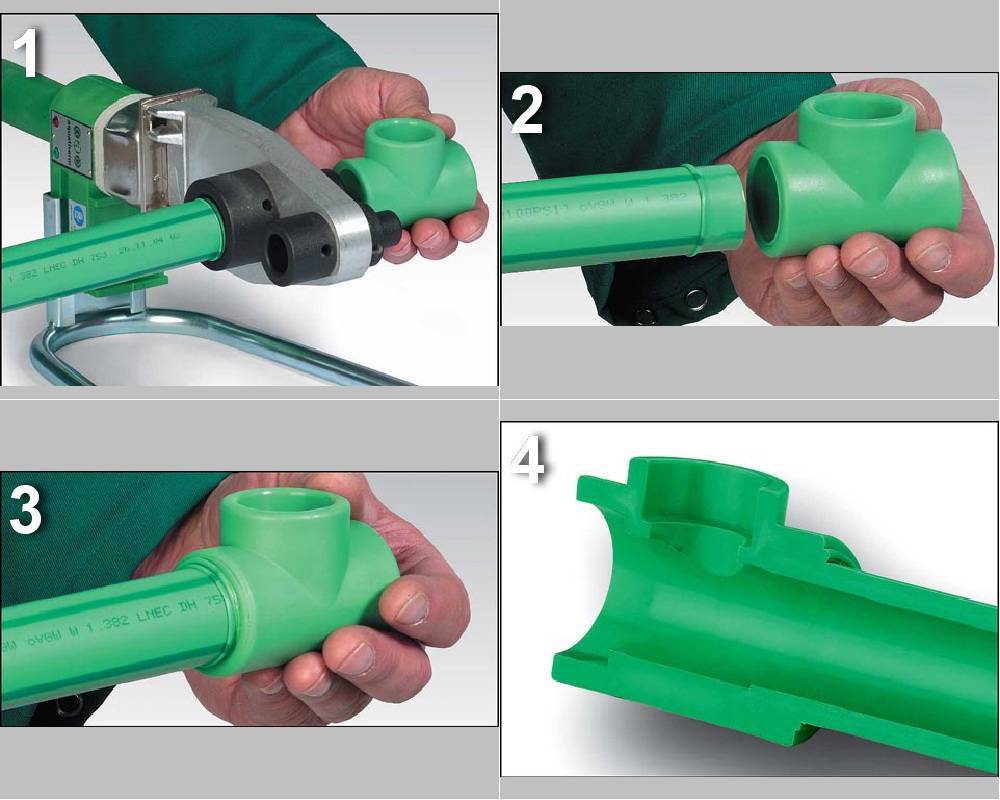
6. После разогрева детали снимаете с паяльника и соединяете вместе
Здесь обращаем внимание, что соединение должно осуществляться без поворота по своей оси и на всю глубину раструба фитинга. Операцию нужно выполнять быстро с соблюдением соосности
7. Если вы сделали все правильно, то после соединения по краю раструба должен появиться сплошной наплыв пластика. Пример вы можете увидеть ниже.
8. Далее выдерживаете время на охлаждение деталей. В этот период недопустимы различного рода деформации (изгибы или повороты по оси)
Здесь обращаем внимание, что если произошло соединение и смещена соосность или угол взаиморасположения, то деталь должна вырезаться и устанавливаться заново. Спаивать тройники, уголки и краны нужно с особым вниманием
Так, например, ручка крана должна легко перемещаться.

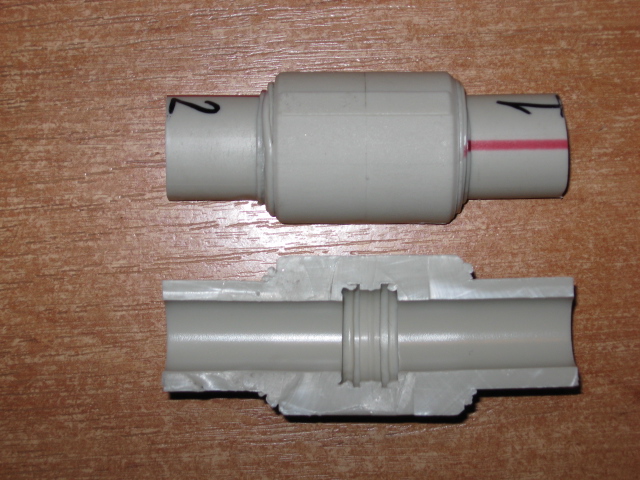
Если вы не знаете, как правильно паять полипропиленовые трубы, то желательно выполнить пробные спайки. Чтобы проконтролировать качество спайки, можно разрезать опытный образец вдоль своей оси. Должна получиться монолитная конструкция.



Не стоит забывать, что технология пайки полипропиленовых труб предполагает соблюдение техники безопасности, т.к. проводить ее вы будете с применением высоких температур, электроинструмента и пластика, который будет во время нагревания выделять вредные пары.
Советуем почитать:
- Способы соединения пластиковых труб между собой и с металлическими
- Как выбрать паяльник для пластиковых труб
Главные ошибки при сварке полипропиленовых труб
Спектр ошибок, совершаемых при сварке полипропиленовых труб, довольно обширен. Чаще всего это:
Ошибка #1 — грязь и вода на соединяемых элементах
Профессиональный монтажник обязательно протирает все свариваемые части перед началом работ, чтобы удалить возможные загрязнения
Следует также обратить внимание на состояние пола в помещении, где выполняется сварка, поскольку трубы кладутся на пол, и на них снова попадает грязь. При демонтаже неисправной трубы нередко можно найти четкую полосу грязи по всей длине соединения
Остаток воды в трубе может стать фатальным для соединения. Несколько капель в процессе нагревания превращаются в пар, материал деформируется и теряет прочность. Чтобы удалить из трубы воду достаточно набить ее солью или затолкать внутрь измятый хлебный мякиш. По окончании работ трубу, разумеется, следует тщательно промыть. Соединение с такими огрехами может оставаться стабильным даже при опрессовке, однако спустя некоторое время (иногда может пройти целый год) течь обязательно появится. Подобная ошибка встречается при сварке стабилизированных труб, если фольга с промежуточного слоя удалена небрежно. Даже небольшой кусочек фольги в месте соединения существенно ухудшит качество монтажа. Чистыми должны быть не только трубы, но и паяльник. Мастеру следует своевременно удалять частички расплавленного полипропилена со всех элементов своего инструмента, иначе они попадут на следующую трубу.
Ошибка #2 — неправильное позиционирование
После того, как две разогретые части трубы соединены, у мастера есть всего несколько секунд, чтобы поставить их правильно относительно друг друга. Чем меньше будет этот период, тем лучше. Если лимит времени превышен, деформация становится необратимой и прочность соединения снижается. Неопытные мастера иногда пытаются сразу же удалить оплывы, появившиеся в процессе сварки. Не стоит этого делать, поскольку неостывшее соединение в этот момент можно легко деформировать. Удалять оплывы следует после остывания соединения. А еще лучше не перегревать трубу, тогда оплывы просто не появятся.
Ошибка #3 — неправильно подобранный материал
Если для монтажа выбраны недорогие полипропиленовые трубы низкого качества, даже самый искусный монтаж не защитит владельцев дома от поломок. Трубы и фитинги лучше всего приобретать у одного и того же надежного поставщика, выбирать хорошую фирму и т. п. Скупой платит дважды. Еще одна проблема такого рода — попытка соединить две качественные трубы разных производителей. Химический состав таких элементов может различаться, поэтому и вести себя при нагреве такие трубы будут по-разному. При таких условиях добиться надежного соединения практически невозможно.
Ошибка #4 — пренебрежение правилами монтажа
Низкое качество сварки полипропиленовых труб бывает вызвано различными ошибками во время соединения фитинга и трубы. Например, если труба введена в фитинг не до конца, между ее краем и внутренним упором фитинга образуется зазор. В результате появляется место, где внутренний диаметр больше, а толщина стенки меньше, чем запланировано. Расчетное давление эксплуатации для такого участка будет недостаточно высоким, обычные нагрузки могут оказаться здесь чрезмерными, что приведет к появлению протечки. Недопустимо также применение чрезмерного усилия при введении разогретого края трубы в фитинг. В этом случае внутри может образоваться значительный по размерам оплыв. В результате проходимость трубопровода будет ниже, чем расчетные показатели, что негативно скажется на работе трубопровода. Иногда причиной нарушений становится обычная человеческая лень или халатность. Например, поврежденный в процессе пайки труб фитинг непременно нужно заменить новым. Если необходимой детали под рукой не оказалось, нерадивые мастера просто запаивают фитинг встык с трубой. Какое-то время такое соединение продержится, но со временем проблему протечки придется все же решать.