

Детали и инструменты для сбора прибора своими руками
У каждого грамотного мастера всегда под рукой будут привычные кнопки типа вкл/выкл, достаточно будет использовать их на схеме управления своей контактной сваркой.
Недостающая часть — это также медный провод, который мы будем использовать в дальнейшем для намотки трансформатора. О сечении этих проводов я расскажу чуть позже в своей статье.
Если вы умеете пользоваться формулами и вычислять нужное сечение, я был бы не против, хотя вернусь к этому чуть позже.
И последней составляющей будут подручные материалы для рычагов и электродов. Теперь вернемся к нашим необходимым инструментам, нам понадобится стамеска или ножовка, паяльник и конечно же паяльник.
делать контактную сварку из преобразователя своими руками не очень хороший вариант, учитывая, что трансформатора нам будет достаточно, хотя вариант для этого у меня есть, но об этом позже.
Если бы вы решили использовать еще и электронику, я бы не советовал вам этого делать, так как этот процесс довольно трудоемкий и неэффективный.
Сейчас я открою для вас занавес. Альтернативой трансформатору, взятому из инвертора, является микроволновый трансформатор, правильно, вы не думали, что он оттуда.
Как показала практика, для наших целей подходят трансформаторы, взятые из микроволновки, их легко улучшить, поэтому остановимся на них.
Конструкция аппарата
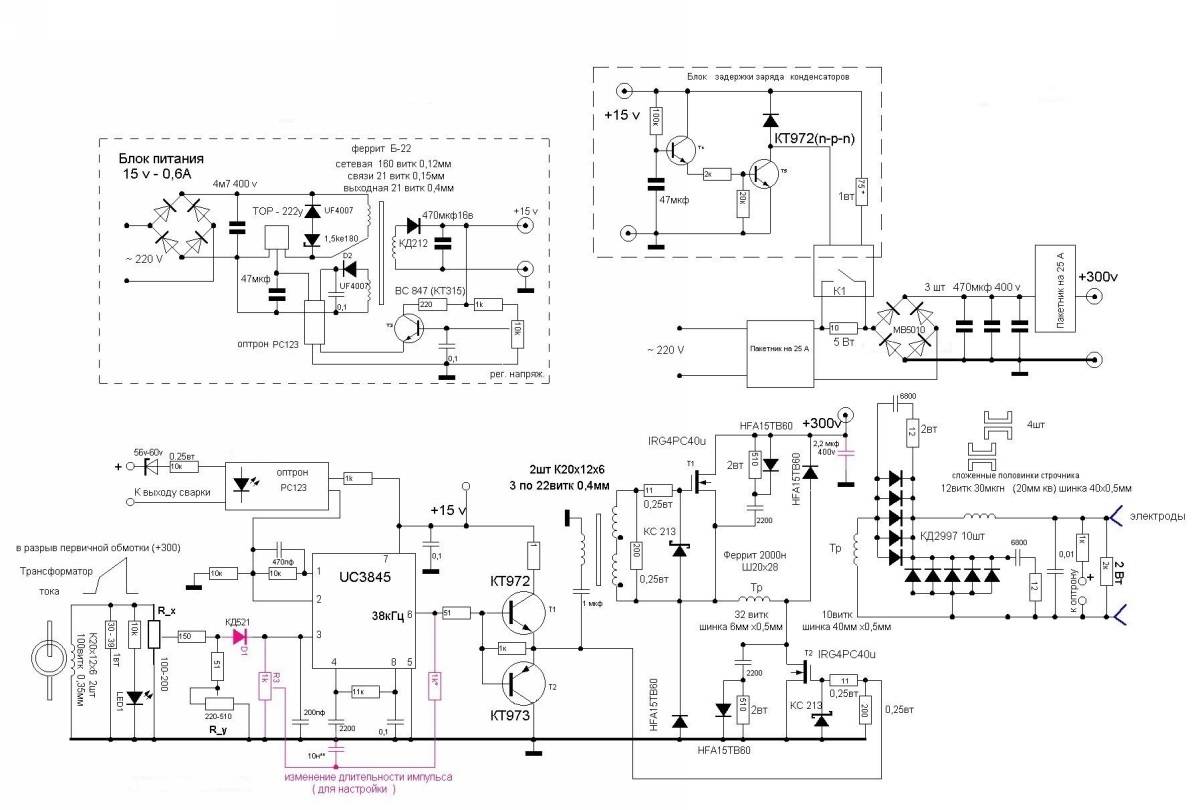
Выпрямитель VD11-VD34 представляет этажерку из алюминия, стянутую шпильками. Каждые два диода зажаты между 1 мм пластинами габаритами 44×42 мм.
Транзистор VT1, «кондеры» С2-С4 и С6-С18, тиристоры VS2-VS7, стабилитроны и диоды VD5-VD7, VD8-VD10 и резисторы установлены на стеклотекстолитовой плате.
Детали и материалы сварочного устройства:
Схема сборки трансформатора сварочного аппарата.
- SA1 — переключатель пакетный. Ток 16 А и более.
- ВН-2 — вентилятор (обозначен на схеме М1).
- С1 — напряжение 220 В и более.
- VD1-VD4 — диоды на 16 А и более, установленные на 2-х мм радиаторы площадью 900 мм2.
- «Электролит» С5 можно составить из нескольких. Напряжение 400В и более.
- С6-С24 с напряжением 1000 В и более должны иметь диэлектрически малый угол потерь, например К78-2 или импортные пленочные.
- VS2-VS7 — тиристоры КУ221 А. Из-за больших токов и разогрева катодов тиристоров, желательно надеть на них пистоны из фольги медной. Все тиристоры установлены на общий 3-миллиметровый пластину-радиатор.
- VD8-VD9 — диоды КД213А (Б, В) или КД2997А (Б), установлены на радиатор с тиристорами. VD9 стоит на слюдяном изоляторе.
- R14-R18 — резисторы марки C5-16 В или более мощные.
- Винты, гайки, шайбы.
- Заклепки.
- Алюминиевые пластины.
Инструменты для сборки
- паяльник;
- плоскогубцы, отвертка;
- нож, ножовка, ножницы;
- молоток;
- дрель.
Такие устройства можно использовать для сварки деталей в гараже или сарае. Их даже можно арендовать соседям.
Порядок работы
Ниже представлена инструкция, как сделать точечную сварку, используя ненужную в хозяйстве микроволновку:
Разобрать старую СВЧ-печку. Вытащить трансформаторное устройство на 800 А. Заняться разбором блока питания компьютера. Вам потребуется лишь стальной корпус и разъём питания 220 вольт. В дальнейшем он будет использоваться для размещения «начинки» сварочного агрегата.
Обратите внимание!
Электросамокат своими руками — мастер-класс с пошаговыми инструкциями работы своими руками. Советы и простые схемы для начинающих + лучшие фото-обзоры
- Кресло-качалка своими руками: ТОП-120 фото лучших вариантов изготовления. Мастер-класс по созданию кресла-качалки в домашних условиях
- Коптильня из газового баллона — лучший мастер-класс по изготовлению самодельной коптильни с пошаговыми фото-схемами для начинающих
Поместить внутрь корпуса трансформатор, плату таймера и переходник питания. Примерить и отметить места отверстий – потом их надо будет проделать при помощи дрели.
Удалить вторичную обмотку трансформатора, заменив силовым кабелем. При этом демонтировать трансформаторные пластины не потребуется. Достаточно срезать обмотку вначале с одного края, затем с другого, используя стамеску и молоток. После этого останется убрать остатки проволоки сверлом.
Сделать новые обмотки из силового кабеля. Поставить модифицированный трансформатор в корпус. В области нахождения решётки просверлить 2 отверстия. Продеть через них выводы катушки. Проделать ещё отверстия, теперь в днище корпуса, для установки транса.
Подсоединить к передней панели механизм таймера. Продеть светодиод, выпаянный из платы и удлинённый проводами, в сделанное ранее отверстие.
Стальными уголками прикрепить рейку из дерева к корпусу сварочного аппарата.
Обратите внимание!
- Компрессор своими руками: ТОП-130 фото-обзоров готовых компрессоров. Пошаговая инструкция + схемы и чертежи
Ветрогенератор своими руками: ТОП-170 фото-обзоров готовых приборов. Подробная инструкция по самостоятельному изготовлению для начинающих
Теннисный стол своими руками: ТОП-150 фото лучших идей изготовления. Мастер-класс по созданию теннисного стола в домашних условиях
Достать с клеммной колодки клеммники, надеть их на контакты кабеля, которые требуется перед этим зачистить, и прикрутить на шурупы к рейке. Оснастить рейку кнопкой пуска, предварительно проделав под неё отверстие.
Медную проволоку использовать для создания электродов. Не забыть обточить концы. Закрепить сделанные из меди электроды в клеммниках.
Дополнить конструкцию пружиной для возврата контактов устройства на первоначальную позицию. С данной целью требуется прикрутить к верху корпуса ещё одну рейку из дерева. Вот и всё. Работа над созданием самодельного агрегата точечной сварки завершена.
Получившийся инструмент имеет довольно высокую мощность. Поэтому, дабы избежать прожигания отверстий в тонких металлических листах, рекомендуется устанавливать меньшие временные параметры на таймере. Кроме того, компактные размеры такой сварки позволяют разместить её даже в малогабаритной студии.
Как проводится контактная сварка
Сварочные работы дома может потребоваться выполнять каждому во время ремонта. Инвертор может пригодиться для установки металлических деталей или же в мини-мастерской на дому.
Принцип работы инвертора такой:
- металл нагревается от электрического тока;
- затем он плавится и застывает после образования сварочного шва;
- чтобы закрепить части и защитить их от раздвигания, детали сжимаются электродами, по которым идет ток.
Для проведения домашних сварочных работ нужен мощный источник питания, а это может привести к перегреванию бытовых проводов. Заблаговременно проверьте качество своей проводки, при необходимости ее замените.
Во время точечной сварки нужно соединить две заготовки по прилегающим краям. Это потребуется при установке небольших деталей из тонкого материала, в частности, металлических прутов толщиной до 0,5 см.
Варианты соединений
При контактной сварке поверхности могут быть соединены такими способами:
- непрерывным оплавлением;
- прерывистым;
- сопротивлением.
Во время работы с помощью оплавления нужно детали или же листы металла соединить или же нагреть током вплоть до плавки. Данная технология актуальна для таких видов работ:
- обработка цветного металла или низкоуглеродистой стали;
- установка меди, стали или латуни.
Однако подобный метод не особо пользуется популярностью из-за того, что к температуре предъявлены жесткие требования, а также потому, что в соединительных зонах не должно быть примесей.
При непрерывной оплавке заготовок потребуются сварочные клещи и прочие фиксаторы. Соединение деталей происходит при включенном токе. Когда края деталей оплавятся, произойдет осадка, а токовая посадка выключится. Таким образом монтируют тонкостенные трубопроводы, однако можно и соединять заготовки, которые отличаются по структуре. Ключевое преимущество метода — это оперативность. Но есть риск, что по сварочному шву вытечет металл с появлением угара.









Прерывистая оплавка выполняется при последовательном плотном либо ослабленном контакте. Посредством зажимных клещей сварочную линию замыкают в области соединения заготовок, чтобы температура поднялась до 900−950 градусов. Данный метод используется в случае недостаточной исходной мощности прибора для непрерывной оплавки.
Контактная сварка решает следующие задачи:
- подготавливается поверхность для монтажа (контуры зачищаются и выравниваются);
- края заготовок соединяются и крепятся прижимными деталями;
- включает источник тока;
- края заготовок при работающем устройстве прогреваются и оплавляются;
- выполняется осадка и включается ток.
Эти виды сварочных процессов по технологии мало отличаются друг от друга, однако они отличаются токовой подачей и креплением деталей.
Чтобы сваривать детали точечным методом для бытовых нужд, устройство можно сделать самостоятельно. Ключевыми его механизмами являются:
- зажим;
- прибор подачи напряжения на конденсаторах. В нем на низковольтную обмотку прикрепляют электрод.
Второе зажимное крыло — это опорное, его можно монтировать с крупными деталями.
Узлы и детали контактной сварки
Оборудование для контактной точечной сварки, изготовленное по приведенной ниже схеме, применяется для работы:
- с проволокой либо прутьями сечением до 4 мм;
- с плоскими изделиями до 1 мм.
Технические характеристики прибора:
- сеть питания переменного тока: 220 В, 50 Гц;
- напряжение без нагрузки – от 4 до 7 В;
- наибольший пульсирующий ток контактной сварки – до 1500 А.
Устройство составляют регулировочная цепь, силовой узел и автовыключатель АВ-1, использующийся для отключения прибора при чрезмерных нагрузках. Силовой блок состоит из трансформатора Т2 и электропускателя на тиристорах типа МТТ4К, выполняющего подсоединение к цепи первичной обмотки.
Модуль МТТ4К, выпускающийся серийно, является тиристорным ключом, коммутирующим нагрузку через выходы № 1 и 3 при закорачивании контактов № 4 и 5. Пускатель предназначен для нагрузок напряжением менее 0,8 кВ и силой тока менее 0,08 кА.
В состав управляющего узла включены:
- блок питания;
- узел управления;
- реле К1.
В качестве блока питания возможно применение трансформаторных устройств на 220 В мощностью до 20 Вт, имеющих на вторичной обвивке напряжение 20–25 В. Для выпрямления тока предполагается применение выпрямителя КЦ402 либо его аналога.
Реле К1 предназначено для закорачивания элементов № 4 и 5 при поступлении напряжения от управляющей цепи к обвивке. Для К1 используется любое реле с напряжением, равным 15–20 В.
Конструкция контактного блока
В зависимости от вида контактной сварки, можно рекомендовать несколько конструкций контактного блока. Наиболее простая конструкция предусматривается при стыковой сварке. В этом случае концы вторичной обмотки соединяются непосредственно со свариваемыми заготовками. Один конец обмотки трансформатора соединяется с одной заготовкой, а второй конец – с другой заготовкой.
Точечная сварка предусматривает использование контактного блока с электродами. Можно использовать конструкции с одним или двумя стержневыми электродами. В случае применения одного электрода сварочный ток подается на одну из заготовок, а второй конец вторичной обмотки выходного трансформатора соединяется с электродом.
Изготовление контактного блока стыкового типа
Процесс стыковой сварки.
Контактный блок для стыковой сварки содержит стационарное крепление одной из свариваемых заготовок и передвигаемый зажим для второй заготовки. Блок собирается на основании из текстолита толщиной не менее 10 мм. Неподвижный зажим изготавливается из двух стальных частей. Нижний корпус – прямоугольный блок 100х50х30 мм. В верхней части делается вырез 50х20 мм для установки нижней плашки и сверлятся два отверстия с резьбой для крепления крышки зажима. На нижнем торце корпуса сверлятся два отверстия с резьбой для крепления к основанию.
Крышка зажима изготавливается из стальной полосы толщиной не менее 5 мм. Полосе придается П-образный профиль с отогнутыми ушками для крепления к корпусу зажима. П-образный профиль имеет размеры, равные размерам выреза в корпусе, и предназначен для установки верхней плашки. На ушках сверлятся отверстия. Плашки предназначены для зажима свариваемой заготовки и выполняются из стального бруска размером 50х20х30 мм. На встречных гранях плашек параллельно друг другу делается несколько (3-5 штук) проточек по размеру предполагаемой заготовки. Для крепления заготовка устанавливается между плашками, которые вставляются в корпус и крышку и зажимаются винтами.
Подвижный зажим изготавливается аналогично неподвижному зажиму, но в нижней части корпуса делается продольная проточка для установки в направляющие полозья. Сами полозья в виде П-образного профиля крепятся на основании блока. Само смещение зажима обеспечивается регулировочным винтом диаметром 10-15 мм и длиной до 10 см. Узел перемещения зажима изготавливается из стальной полосы толщиной не менее 5 мм. Полоса изгибается под прямым углом. На нижней части сверлятся два отверстия с резьбой для крепления к основанию блока. На боковой поверхности сверлится отверстие с резьбой для установки регулировочного винта. Это отверстие сверлится в середине полосы на высоте 20-25 мм от основания. Перемещение зажима по направляющим осуществляется за счет движения регулировочного винта.
Конструкция и принцип работы простейших сварочных аппаратов
Для получения устойчивой сварочной дуги, которая позволит сваривать металл разной толщины, требуются токи в пределах 70 – 150 А. Если использовать устройства, рассчитанные на напряжение 220 В, то они должны потреблять высокую мощность, в пределах 15 – 30 кВт. Поэтому такие установки будут громоздкими, да и работать с ними нормально не выйдет. А в домашних условиях их просто будет невозможно подключить, стандартные сети не рассчитаны на подобную нагрузку.
Поэтому основной задачей при проектировании и сборке сварочных аппаратов становится обеспечение необходимой силы тока при снижении потребляемой мощности. Это возможно только при выполнении сварочных работ с пониженным напряжением на электродах.
Простейший сварочный аппарат представляет собой следующую конструкцию:
- Понижающий трансформатор, обеспечивающий снижение напряжения до пределов 55 – 70 В и повышающий при этом силу тока до требуемых параметров. Благодаря этому и удаётся снизить энергопотребление до разумных пределов.
- От трансформатора к электроду и обрабатываемой детали ток подаётся при помощи специальных сварочных кабелей. Они отличаются увеличенным сечением и усиленной изоляцией, позволяющей работать с большими токами.
- Для сварки потребуются электроды, устанавливаемые в держатель. Благодаря применяемой обмазке они упрощают зажигание и поддерживание электрической дуги, которая и становится источником тепловой энергии, необходимой для плавления металла.
 Сварочный трансформатор
Сварочный трансформатор
Сложных устройств в конструкции таких сварочных аппаратов нет. Но при проектировании необходимо выполнить расчёт основных параметров, иначе подключение несоответствующего оборудования к сети приведёт к выходу его из строя, к коротким замыканиям на линии или им просто будет невозможно варить.
Обслуживание самодельного сварочного инвертора
Для того, чтобы простой сварочный инвертор сделанный своими руками смог долго работать, за ним необходим грамотный уход. При поломке сварочного оборудования требуется снять корпус и аккуратно прочистить механизм при помощи пылесоса. В частях, куда он не достается можно воспользоваться кисточкой и сухой тряпкой.
В первую очередь, для самодельных инверторов нужно провести диагностику всего сварочного оборудования – проверяется напряжение, его вход и течение. При отсутствии напряжения необходимо проследить за функциональностью блока питания.
Также проблема может заключаться в сгоревших предохранителях конструкции. Слабым место считается и датчик, измеряющий температуру, который не ремонтируется, а заменяется.
После проведения диагностики необходимо обратить внимание на качество соединения электронных систем оборудования. Затем выявить некачественное скрепление на глаз либо используя специальный тестер. При выявлении данных неполадок, они устраняются тотчас за счет доступных деталей, чтобы не спровоцировать перегрев и поломку всего сварочного оборудования
При выявлении данных неполадок, они устраняются тотчас за счет доступных деталей, чтобы не спровоцировать перегрев и поломку всего сварочного оборудования.
Многожильный провод
Как сделать многожильный провод подходящего сечения для сварочного аппарата? Есть такой способ. На расстоянии 30 метров (больше или меньше, в зависимости от расчетов) надежно крепятся два крюка. Между ними натягивается нужное количество тонкого провода, из которого будет составлен многожильный проводник. Потом один конец снимается с крюка и вставляется в электродрель.

На малых оборотах пучок проводов равномерно закручивается, его общая длина будет несколько уменьшаться. Концы провода зачистить (отдельно каждую жилу), залудить и хорошенько пропаять. Затем изолировать весь провод, желательно изоляционным материалом на текстильной основе.
Комплектация изделия
Сварочные инверторы самостоятельно делают достаточно редко. Это электронное устройство требует неоднократной проверки, специфических знаний и опыта. Самоделку на основе трансформатора сделать проще и, поскольку работать она должна от бытовой сети (чаще 220 В), то для выполнения мелкого домашнего ремонта этого аппарата будет вполне достаточно.

Сварочный инвертор на сеть в 220 В собирается по схеме, которая используются для приборов, работающих от промышленной трехфазной сети. Нужно знать, что эти аппараты будут иметь КПД на 60% выше, чем оборудование, приспособленное на однофазную сеть.
Cварочник из трансформатора изготавливается без дополнительных узлов, в комплектацию входит:
- трансформатор (можно сделать самому);
- изоляционный материал;
- держак сварочного стержня;
- ПРГ-кабель.
Более сложные изделия инверторы комплектуются:
- трансформатором;
- инвертором;
- системой вентиляции;
- амперным регулятором.
Блок питания простого сварочника
Самодельные сварочные трансформаторы — простое оборудование для редкого ремонта. Магнитопроводом может служить статор. Первичная намотка будет подключаться к сети, вторичная рассчитана для получения электродуги и выполнения работ. Обмотка трансформатора состоит из медного провода или ленты (до 30 метров).









При сварке рекомендуется использовать электрод диаметром 3-4 мм. Сердечник трансформатора делают в форме подковы, его площадь сечения — около 50 кв см. Этих параметров достаточно для максимальной мощности.

Первичная намотка делается медной полосой с хлопчатой изоляцией. Можно использовать «голый» магнитопровод и заизолировать его отдельно. Полосками из хлопчатой ткани обматывают провод и пропитывают любым лаком для электротехнических работ. Вторичная обмотка наматывается после изолирования первичной. Сечение первичной обмотки 5-7 кв. мм, сечение вторичной — 25-30 кв. мм. После изоляции проводят тестирование параметров: может потребоваться большее количество витков.
Сварочный аппарат инверторного типа имеет более сложное устройство, может работать на постоянном или переменном токе и обеспечивает лучшее качество шва
Но если в быту требуется провести только точечную сварку (например при ремонте бытовой техники), то изготовление инверторного сварочника нецелесообразно. Если используется трансформатор от пылесоса или микроволновой печи, важно не повредить первичную обмотку. Вторичная обмотка в 80% случаев должна сниматься и переделываться, чтобы агрегат не перегревался
Блок выпрямителя
Блок выпрямителя преобразует напряжение переменного сигнала в постоянный и состоит из небольшого количества мелких деталей:
- диодные мосты;
- конденсаторы;
- дроссель;
- вольтдобавка.

Выпрямитель собирается по принципу мостовой схемы, где на входе подается переменный ток, а с выходных клемм выходит постоянный. Оба устройства — трансформатор и выпрямитель для сварочника — оснащаются блоком принудительного охлаждения. Можно использовать кулер от блока питания компьютера.
Блок инвертора
Блок инвертора преобразует постоянный ток с выпрямителя в переменный и выдает напряжение до 40 В, силу тока до 150 А.
Инвертор работает по следующей схеме:
- С розетки переменный ток (частота 50-60 Гц) поступает на выпрямитель, где выравнивается частота.Ток поступает на транзисторы, где постоянный сигнал преобразуется в переменный с увеличением частоты колебаний до 50 кГц.
- Понижение напряжения высокочастотного потока на понижающем трансформаторе с 220 до 60 В. При этом увеличивается сила тока. Благодаря увеличению частоты в катушке инвертора используют лишь минимально допустимое количество витков.
- На выходном выпрямителе происходит последнее преобразование электропотока в постоянный с большой силой и низким напряжением, который оптимально подходит для качественной сварки.

В сварочном приборе кроме главных этапов происходит корректировка силы тока, обеспечивается оптимальная вентиляция. Изготовить инвертор самому можно, руководствуясь подробной схемой.
Контактная сварка своими руками из сварочного трансформатора
Контактная сварка создаёт сварное соединение деталей за счет следующих одновременных воздействий на них:
- нагрев области их соприкосновения проходящим через него электрическим током;
- к зоне соединения прикладывается сжимающее усилие.
Существует три вида контактной сварки:
- точечная;
- стыковая;
- шовная.
Мы расскажем про самодельный СТ для наиболее популярной: точечной контактной сварки (для двух других требуется очень сложное оборудование).
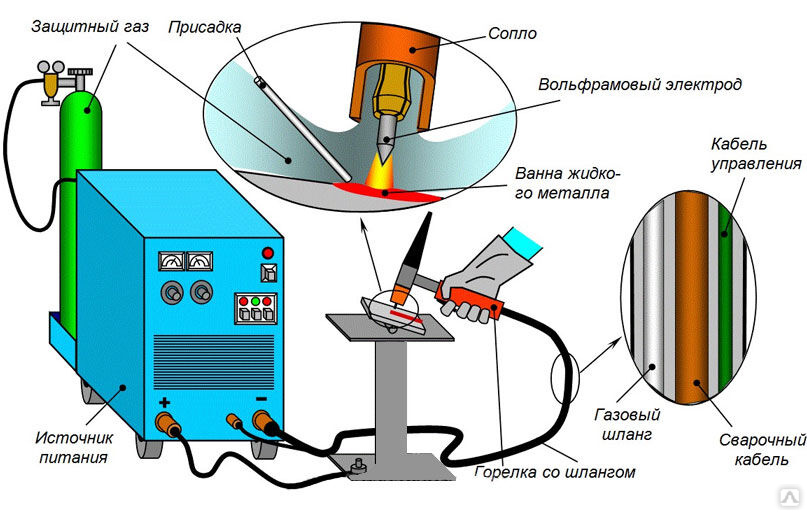
Точечная контактная сварка. Ист. http://moyasvarka.ru/process/kak-sdelat-kontaktnuyu-svarku-svoimi-rukami.html.
Пояснения к рисунку:
1 – электроды, подводящие сварочный ток с свариваемым изделиям;
2 – свариваемые изделия с нахлёсточным соединением;
3 – сварочный трансформатор.
Для осуществления контактной сварки, в зависимости от толщины и теплопроводности материалов свариваемых деталей, выбираются следующие значения её основных параметров:
- электрическое напряжение в силовой (сварочной цепи), В: 1…10;
- величина сварочного тока (амплитуда сварочного импульса), А: ≥ 1000;
- время нагрева (прохождения импульса сварочного тока), сек: 0,01…3,0;
Кроме того, должны быть обеспечены:
- незначительная зона расплавления;
- значительное сжимающее усилие, прилагаемое к месту сварки.
Схема и расчёт
Расчет СТ контактной сварки выполняется по тому же алгоритму, что и для дуговой (смотри выше). При выборе данных из справочника (сила тока и напряжение вторичной обмотки для точечной сварки выбранной марки металла заданной толщины), следует учитывать, что сила тока вторичной обмотки для таких трансформаторов порядка 1000…5000 А. Вторичная обмотка рассчитана, как правило, на единицы вольт и представляет собой всего несколько витков (бывает, что, один) толстого провода. Поэтому, для регулировки сварочного тока рекомендуется следующая схема первичной обмотки трансформатора.
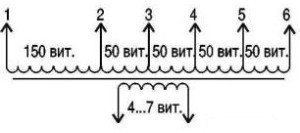
Схема обмоток трансформатора для контактной сварки. Ист. http://tutmet.ru/kontaktnaja-svarka-svoimi-rukami-shema-video.html.
Очень часто, в процессе эксплуатации самоделок, выясняется, что не хватает мощности СТ. В этом случае возможно подключение второго трансформатора в соответствии с предлагаемой схемой.

Схема соединения двух трансформаторов точечной сварки. Ист. http://tool-land.rusamodelnaya-tochechnaya-svarka.php.
Намотка и монтаж
Эти операции выполняются по тем же основным правилам и с соблюдением требований, что и для СТ дуговой сварки. С особой тщательность следует закрепить витки вторичной обмотки. Для этого можно использовать её выводы, пропустив их в термостойком изоляторе.
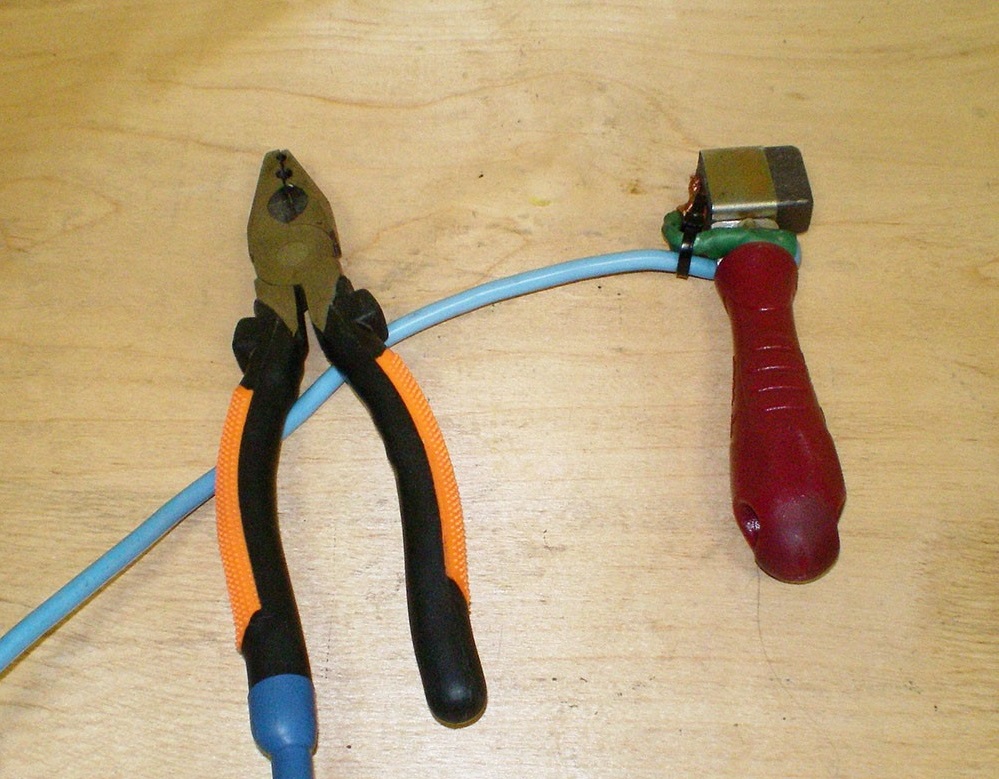
В качестве электродов применяются медные стержни.

Электрод для точечной сварки в зажиме. Ист. http://tool-land.rusamodelnaya-tochechnaya-svarka.php.
Следует учитывать, что чем больше будет диаметр электрода, тем лучше. Ни в коем случае не допустимо, чтобы диаметр электрода был меньше диаметра провода. Для маломощных СТ возможно использовать жала от мощных паяльников.
В процессе эксплуатации следите за состоянием расходных материалов: электроды необходимо периодически подтачивать — иначе они теряют форму. Со временем они стачиваются полностью и требуют замены.
Этапы сборочного процесса мини сварки
Собрав все необходимые элементы и ознакомившись с нашей схемой, можно приступать к поэтапной сборке устройства. Работать несложная, но очень кропотливая и однообразная. Приготовьтесь провести много часов за однообразным сидением и выполнением одних и тех же движений руками.
Самой большой популярности приобрели трансформаторы круглой формы, но их самостоятельная сборка несколько сложней, поэтому мы будем использовать в нашей схеме П- образный сердечник. Такая форма трансформатора лидирует среди самодельных образцов, благодаря своей простоте.
Приступим к описанию этапов сборки:
- Первое что нам необходимо сделать, это основание для обмоток. Можно использовать пластиковые платины, деревянные, в общем, всё что является диэлектриком. Очень хорошо подойдут пластины из текстолита. Разобравшись с материалом, приступаем к созданию формы. Она будет состоять из двух крышек, верхней и нижней и центральных перегородок. В каждой крышке проделываются отверстия, диаметр подбирать исходя из размеров пластин, которые будут устанавливаться вовнутрь.
- Необходимо сделать изоляцию каждой детали термостойкой изолентой, в 1-2 слоя. Затем собираем и начинаем укладывать обмотку. Используемый медный провод, лучше брать сразу в стеклянной изоляции, способной выдерживать повышенные температуры. Таким образом, вы обезопасите себя от перегрева устройства, но это обойдётся немного дороже, чем использование обычной обмотки. Каждый слой обмотки необходимо тщательно без пропусков заизолировать, а уже потом приступать к следующему шару. Исходя из того, какая мощность вам необходима, делаете отводы на нужных уровнях обмотки. Закончив последний шар, изолируем его в 2-3 слоя, для большей безопасности.
- Следующим этапом будет сборка магнитопровода для сварочного трансформатора. Используем материал, специально предназначенный для такого вида устройств. Он имеет, необходимы индукционные свойства, которые подобраны специально для сварочных аппаратов. Собрав все платины в цельную конструкцию необходимо проверить каждую обмотку с помощью тестера, на наличие ошибок и прочего.
- Собираем диодный мост и подсоединяем к нашему устройству. Диоды брать с серии В200 либо КВРС5010. Каждый такой диод может выдерживать 50А и эта цифра суммируется. Поэтому для самодельного аппарата мощностью 220А, необходимо установить 5 таких диодов.
- Для диодов необходим радиатор, для отвода температуры. Соединять диоды вместе с дросселем.
- Для улучшения системы охлаждения, в корпусе можно установить кулер, которые будет вытягивать горячий воздух из корпуса.
Инверторный аппарат делается по тому же типу, только вместо трансформатора, необходимо установить высокочастотный сварочный трансформатор. Подача тока будет происходить не напрямую в трансформатор, а через модуль преобразования, которые будет переделывать переменный ток в постоянный с увеличением его частоты.
Стоит ли устройство вашего времени и денег
С точки зрения работоспособности, то самодельная сварка будет ничуть не хуже чем магазинная. Единственное что у вас скорей всего не получится установить, так это дополнительные системы типаантизалипание или быстрый старт. Но при должном умении и их можно добавить. Во всём остальном они смогут выполнить абсолютно аналогичные функции.
Цена на самодельное устройство может быть абсолютно разной, всё зависит от того, покупаете ли вы все детали или собираете из того что есть в вашем гараже. В случае покупки всех составляющих, цена будет примерно раз в 8-10 меньше чем у магазинных моделей. При этом вам необходимо будет потратить 1-2 дня на сборку всей конструкции.
Подведём итог
Сделать самодельный сварочный аппарат в домашних условиях довольно легко, достаточно ознакомиться с теорией и иметь в запасе несколько свободных дней. Процесс довольно муторный и однообразный, большая часть работы, это цикличные движения руками. Но затраченное время стоит того, ведь вы экономите значительную сумму, при этом получаете устройство ничуть не хуже чем в магазине.
Самодельный аппарат точечной сварки
Готовый аппарат для точечной сварки имеет достаточно высокую цену, которая не оправдывает его внутреннюю “начинку”. Устроен он очень просто, и сделать его самому не составит большого труда.
Чтобы самостоятельно изготовить точечный сварочный аппарат, потребуется один трансформатор от микроволновки мощностью 700-800 Вт. С него нужно убрать вторичную обмотку способом, описанным выше, в разделе, где рассматривалось изготовление сварочного аппарата из микроволновки.









Аппарат для точечной сварки делается следующим способом.
- Сделайте 2-3 витка внутри манитопровода кабелем с диаметром проводника не менее 1 см. Это будет вторичная обмотка, позволяющая получить ток в 1000 А.
- На концах кабеля рекомендуется установить медные наконечники.
Если подключить к первичной обмотке 220 В, то на вторичной обмотке мы получим напряжение 2 В с силой тока около 800 А. Этого будет достаточно, чтобы за несколько секунд расплавить обычный гвоздь.
Далее, следует сделать корпус для аппарата. Для основания хорошо подойдет деревянная доска, из которой следует изготовить несколько элементов, как показано на следующем рисунке. Размеры всех деталей могут быть произвольными и зависят от габаритов трансформатора.
Чтобы придать корпусу более эстетичный вид, острые углы можно убрать с помощью ручного фрезера с установленной на него кромочной калевочной фрезой.
На одной части сварочных клещей необходимо вырезать небольшой клин. Благодаря ему клещи смогут подниматься выше.
- Вырежьте на задней стенке корпуса отверстия под выключатель и сетевой провод.
- Когда все детали будут готовы и отшлифованы, их можно покрасить черной краской или покрыть лаком.
От ненужной микроволновки потребуется отсоединить сетевой кабель и концевой выключатель. Также потребуется металлическая дверная ручка.
- Если у вас дома не завалялся выключатель и медный прут, а также медные зажимы, то данные детали необходимо приобрести.
От медной проволоки отрежьте 2 небольших прутка, которые будут выполнять роль электродов, и закрепите их в зажимах.
- Прикрутите выключатель к задней стенке корпуса аппарата.
Прикрутите к основанию заднюю стенку и 2 стойки, как показано на следующих фото.
- Закрепите на основании трансформатор.
- Далее, один сетевой провод подсоединяется к первичной обмотке трансформатора. Второй сетевой провод подсоединяется к первой клемме выключателя. Затем нужно прикрепить провод ко второй клемме выключателя и подсоединить его к другому выводу первички. Но на этом проводе следует сделать разрыв и установить в него прерыватель, снятый из микроволновки. Он будет выполнять роль кнопки включения сварки. Данные провода должны быть достаточной длины, чтобы ее хватило для размещения прерывателя на конце клещей.
- Закрепите на стойках и задней стенке крышку аппарата с установленной ручкой.
- Закрепите боковые стенки корпуса.
- Теперь можно устанавливать сварочные клещи. Сначала просверлите на их концах по отверстию, в которые будут вкручиваться шурупы.
- Далее, закрепите на конце выключатель.
Вставьте клещи в корпус, предварительно положив между ними для выравнивания квадратный брусок. Просверлите в клещах сквозь боковые стенки отверстия и вставьте в них длинные гвозди, которые будут служить в качестве осей.
На концах клещей закрепите медные электроды и выровняйте их так, чтобы концы стержней были друг напротив друга.
Чтобы верхний электрод поднимался автоматически, вкрутите 2 шурупа и закрепите на них резинку, как показано на следующих фото.
- Включите агрегат, соедините электроды и нажмите кнопку пуска. Вы должны увидеть электрический разряд между медными стержнями.
Для проверки работы агрегата можно взять металлические шайбы и сварить их.
В данном случае результат оказался положительным. Поэтому создание точечного сварочного аппарата можно считать оконченным.
Специфика сварки аргоном
От сварки ММА аргонную отличает несколько деталей процесса:
- Сварка проходит при постоянном обдуве шва аргоном.
- Вольфрамовый электрод (для ручной сварки). Для автоматической аргонной сварки могут применяться и плавящиеся электроды.
- Дуга разжигается с помощью осциллятора – прибор для бесконтактного розжига.
- Специфическая техника прохода электрода.
- Необходима присадочная проволока. Без нее можно варить только очень тонкие листы.
- Работает как на постоянном токе (обратная полярность), так и на переменном.
Сделать аргонную сварку из инвертора вполне реально, и самодельная установка будет проходить самые сложные швы, выдавая отличное качество. Аргон отличается от других рабочих газов полной инертностью к большинству веществ. Он дешев, достаточно тяжел, чтобы плотно окутать ванну в процессе сварки, и предотвращает образование оксидной пленки. В этом также его минус — при работе на открытом воздухе ветер может снизить качество, укрытие из подручных материалов исправит ситуацию.
Функциональные возможности сварочного инвертора
В среде инертного газа сварка проходит с силой тока 20-200 А и напряжением в 30-80 В. Параметры выбираются из диапазона по специальным таблицам, зависят от толщины соединяемого листа и диаметра электрода. Вольфрам для аргонной сварки не плавится при рабочих температурах, позволяет получить узкий аккуратный, но прочный шов за счет очень тонкой дуги и показывает малый расход (испарение – 0,01 г/м).
Присадочная проволока на толстых деталях нужна для получения монолитного шва и выбирается с учетом материала свариваемых элементов. Для алюминия нужна алюминиевая проволока, для нержавейки — легированная сталь определенной марки, и так по каждому материалу. При рабочей температуре аргонной сварки она плавится и качественно заливает шов.





